

Supera rápidamente los defectos en el mecanizado CNC de latón optimizando la selección de material, las herramientas, los parámetros de corte e implementando un control de calidad robusto para una precisión y fiabilidad superiores de las piezas.
¿Los defectos comunes en el mecanizado CNC de latón están saboteando los plazos de tu proyecto y la rentabilidad? Burbujas no deseadas, dimensiones inconsistentes y acabados superficiales deficientes pueden conducir a retrabajos costosos y retrasos significativos.
Estos desafíos pueden socavar incluso a los componentes diseñados con mayor meticulosidad, convirtiendo proyectos prometedores en contratiempos frustrantes.
Descubre cómo nuestras estrategias comprobadas y conocimientos expertos en ly-machining pueden eliminar estos obstáculos, garantizando una precisión y calidad inigualables en cada latón componente que producimos.

Defectos comunes en el mecanizado CNC de latón
Comprender la naturaleza específica de los Mecanizado CNC defectos de latón es el primer paso hacia su prevención efectiva. En nuestra experiencia, muchos problemas provienen de las propiedades metallúrgicas únicas del latón.
Identificar estos problemas comunes y sus causas raíz nos permite implementar soluciones específicas, asegurando una calidad constante. Esta sección detalla los desafíos prevalentes en el mecanizado de latón.
Defectos en el acabado superficial y sus causas
Un acabado superficial deficiente en componentes de latón puede manifestarse como aspereza, picaduras o decoloración, afectando tanto la estética como el rendimiento funcional. Esta es una preocupación frecuente en aplicaciones de precisión.
Estos defectos a menudo surgen de parámetros de corte incorrectos, herramientas desgastadas o evacuación de virutas inadecuada, lo que conduce a manchas en el material o recortes adicionales. Las impurezas del material también pueden contribuir a un acabado deteriorado.
| Defecto | Apariencia | Causa Raíz |
|---|---|---|
| Aspereza | Superficie opaca, desigual, texturizada | Avance/velocidad incorrectos, herramientas desgastadas, mal flujo de virutas |
| Picaduras | Pequeñas indentaciones en forma de cráter | Incorporaciones en el material, recorte de virutas, mal refrigerante |
| Descoloración | Oscurecimiento o color inconsistente | Altas temperaturas de corte, refrigerante inadecuado |
| Embarrado | Apariencia brillante y difusa | Baja velocidad de corte, ángulo de ataque positivo demasiado pequeño |
Problemas de precisión dimensional
Las inexactitudes dimensionales, como piezas que no cumplen con tolerancias estrictas o que presentan mediciones inconsistentes, son defectos críticos en el mecanizado de latón de precisión. Esto puede provocar fallos en el ensamblaje.
Las causas principales incluyen la expansión térmica de la pieza de latón durante el mecanizado, la rigidez insuficiente de la máquina que conduce a la deflexión de la herramienta, o componentes de la máquina desgastados. Una sujeción inadecuada también puede contribuir.
| Factor | Impacto en la precisión | Sugerencia de mitigación |
|---|---|---|
| Expansión térmica | Las dimensiones de la pieza cambian con la temperatura | Refrigerante controlado, ambiente estable |
| Rigidez de la máquina | Vibraciones, deflexión de la herramienta | Máquina robusta, sujeción adecuada |
| Desgaste de herramientas | Los cambios afectan el diámetro de corte | Inspección regular de la herramienta, recubrimientos óptimos |
| Presión de sujeción | Deformación de la pieza, movimiento durante el corte | Ajuste de sujeción equilibrado, fijaciones personalizadas |
Aristas cortantes y rotura de bordes
La formación de rebabas y casos de rotura de bordes son defectos comunes en el mecanizado CNC de latón, especialmente en características delicadas o paredes delgadas. Las rebabas requieren operaciones adicionales post-mecanizado.
Estos problemas suelen ser causados por herramientas de corte desafiladas, fuerza de corte insuficiente en el punto de salida o parámetros de avance incorrectos. La ductilidad inherente de algunas aleaciones de latón también influye en la formación de rebabas.
Desafíos en el control de virutas
Controlar las virutas durante el mecanizado de latón es fundamental para mantener la estabilidad del proceso y prevenir defectos en la superficie. El latón puede producir virutas largas y filamentosas si no se gestionan correctamente.
Esto suele llevar a recortes de viruta, enredos con la herramienta o la pieza de trabajo, y posibles daños en el acabado superficial o la herramienta. Las causas principales son una geometría inadecuada de la herramienta y parámetros de corte insuficientes.
| Desafío | Causa | Solución |
|---|---|---|
| Virutas largas y filamentosas | Falta de rompevirutas, bajo avance | Ajustar la geometría de la herramienta, aumentar el avance |
| Recorte de viruta | Virutas que no se evacuan, vuelven a entrar en el corte | Optimizar el refrigerante, mejorar el flujo de virutas |
| Enredo de virutas | Virutas que se enredan alrededor de la herramienta o la pieza de trabajo | Flechas pulidas, refrigerante a alta presión |
Desgaste y rotura de la herramienta
El desgaste rápido de la herramienta y la rotura inesperada son preocupaciones importantes que interrumpen la producción y aumentan los costos. El latón, aunque generalmente considerado de maquinado libre, puede ser abrasivo.
Las altas temperaturas de corte, el material o recubrimiento incorrecto de la herramienta, y avances excesivos contribuyen al desgaste acelerado. Las vibraciones y una configuración inadecuada de la herramienta también pueden llevar a fallos catastróficos de la herramienta.

Prevención Proactiva de Defectos en Latón
Prevenir defectos en el mecanizado de latón requiere un enfoque sistemático y multifacético. En ly-machining, integramos décadas de experiencia práctica con tecnología de vanguardia.
Esta estrategia proactiva se centra en optimizar cada etapa del proceso de fabricación, desde la selección del material hasta los tratamientos posteriores al mecanizado. Nuestro objetivo es cero defectos, garantizando una calidad superior.
Selección Óptima de Material
Elegir la aleación de latón correcta es fundamental para lograr piezas mecanizadas de alta calidad y prevenir defectos. Los diferentes grados de latón ofrecen distintas maquinabilidad y propiedades mecánicas.
Por ejemplo, C36000 (Latón de Maquinado Libre) es excelente para geometrías complejas debido a su contenido de plomo que ayuda a romper las virutas. Otras aleaciones como C26000 (Latón para Cartuchos) son más dúctiles pero más difíciles de mecanizar.
| Aleación de Latón | Propiedades clave | Maquinabilidad | Aplicaciones típicas |
|---|---|---|---|
| C36000 | Alta maquinabilidad, buena resistencia | Excelente | Conexiones, piezas de válvula, engranajes, herrajes |
| C38500 | Bronce arquitectónico, buena resistencia | Bueno | Acabados arquitectónicos, trabajos ornamentales |
| C26000 | Alta ductilidad, buena formabilidad | Moderada | Munición, piezas automotrices, eléctricas |
| C46400 | Latón naval, buena resistencia a la corrosión | Bueno | Herrajes marinos, placas de condensador |
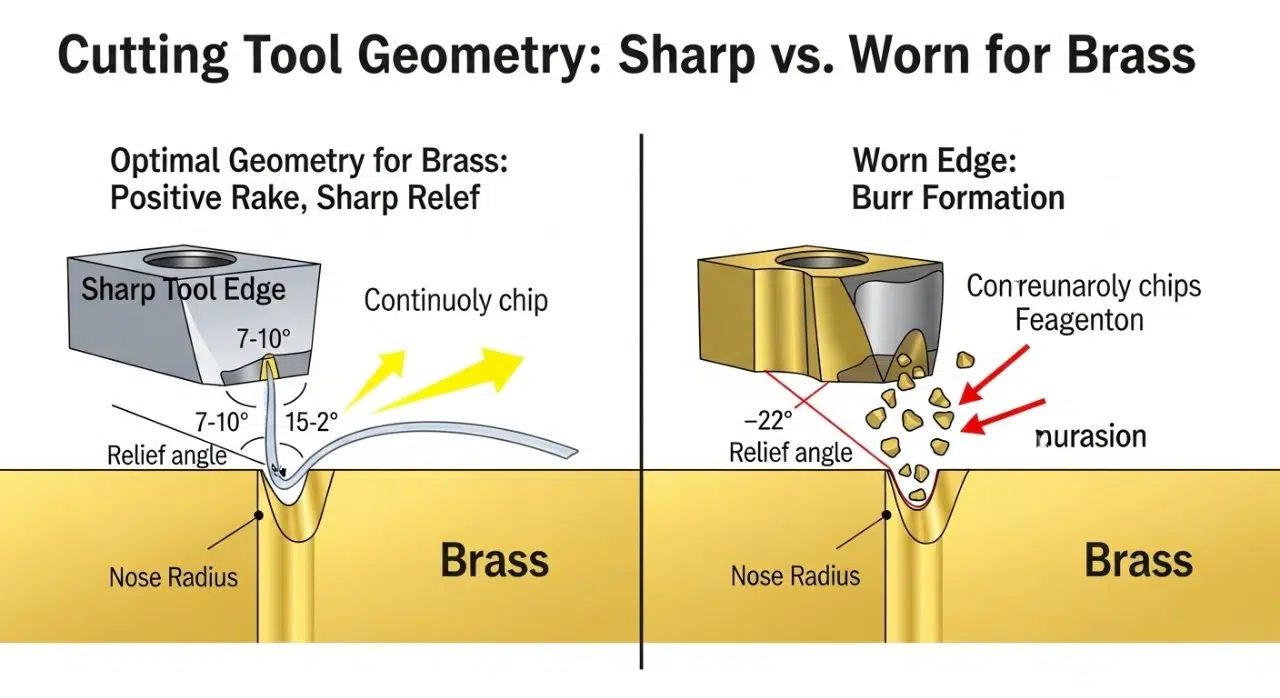
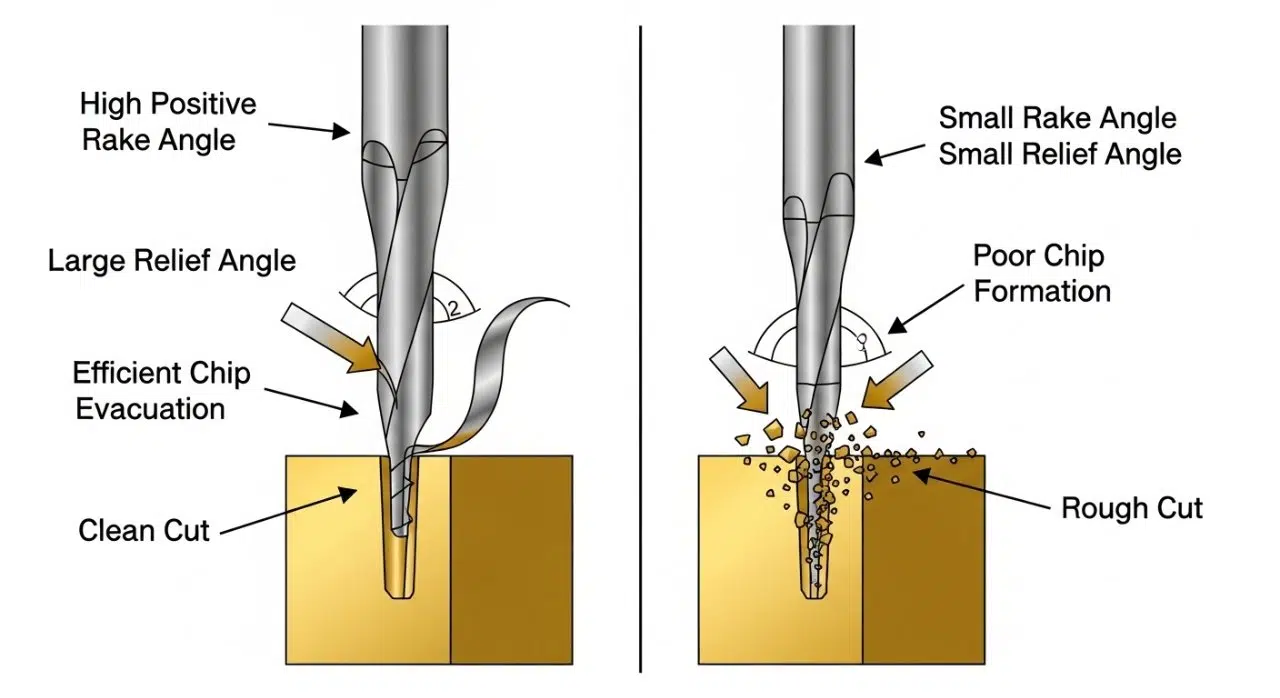
Estrategia de Herramientado y Geometría
La herramienta adecuada es fundamental para una prevención efectiva del mecanizado de latón y la prevención de defectos. Las herramientas diseñadas específicamente para latón, con características como ángulos de ataque positivos altos y filos de corte afilados, son esenciales.
Estas geometrías promueven un corte limpio del material, reduciendo la formación de rebabas y mejorando el control de virutas. Las estrías pulidas también ayudan en la evacuación suave de las virutas, evitando recortes en las virutas.
Avances, Velocidades y Profundidad de Corte
Optimizar los parámetros de corte (alimentaciones, velocidades y profundidad de corte) es fundamental para la Prevención del Maquinado de Latón. Estos parámetros deben equilibrarse cuidadosamente para minimizar la generación de calor y reducir el desgaste de la herramienta.
Una velocidad demasiado baja puede causar arrastre, mientras que una velocidad demasiado alta genera calor excesivo. La carga de viruta adecuada es crucial para romper las virutas de manera efectiva y evitar virutas filamentosas.
| Parámetro | Rango típico (Guía general) | Notas |
|---|---|---|
| Velocidad de corte (SFM) | 200 – 800 | Depende de la aleación, material de la herramienta, rigidez de la máquina. Mayor para C36000 |
| Velocidad de avance (IPR) | 0.002 – 0.015 | Crucial para la ruptura de virutas y acabado superficial. Ajustar según la profundidad. |
| Profundidad de corte (DOC) | 0.020 – 0.200 (Radial) | Equilibrar con rigidez y potencia. Cortes ligeros para acabado. |
Aplicación efectiva de refrigerante
La aplicación efectiva de refrigerante es una estrategia clave en la Prevención del Maquinado de Latón. El refrigerante no solo disipa el calor, evitando la expansión térmica y la decoloración, sino que también lubrica la zona de corte.
Además, los sistemas de refrigerante a alta presión son invaluables para enjuagar las virutas del área de corte, evitando la recorte de virutas y promoviendo un acabado superficial superior. Utilizamos sistemas avanzados de entrega de refrigerante.

Rigidez de la máquina y mantenimiento
La rigidez y precisión de la máquina CNC son fundamentales para prevenir inexactitudes dimensionales y garantizar un control de calidad consistente en el Maquinado de Latón CNC. Una máquina robusta minimiza vibraciones y deflexión de la herramienta.
El mantenimiento regular y programado, incluyendo calibración e inspección de husillos, guías y mecanismos de sujeción, es esencial. Este enfoque proactivo asegura precisión y fiabilidad a largo plazo.
Procesos de Post-Mecanizado
Incluso con el maquinado más preciso, los procesos posteriores al maquinado son cruciales para el control de calidad final del Maquinado de Latón CNC. Estos incluyen desbarbado exhaustivo, limpieza y, a veces, tratamientos superficiales especializados.
El desbarbado cuidadoso elimina cualquier rebaba residual que pueda comprometer la funcionalidad o estética. La limpieza adecuada asegura que no queden residuos de refrigerante ni partículas de metal, previniendo futuras corrosiones o contaminaciones.

¿Por qué elegirnos para el Maquinado de Latón?
En ly-machining, nuestro compromiso con la excelencia va más allá de simplemente fabricar piezas; estamos dedicados a ofrecer soluciones integrales de Maquinado de Latón. Nuestra experiencia se basa en décadas de experiencia en la industria.
Combinamos tecnología avanzada con un profundo conocimiento de la metalurgia y la ingeniería de precisión. Elegirnos significa asociarse con un líder en prevención de defectos y control de calidad riguroso.
Nuestra experiencia avanzada en CNC
Nuestro equipo está formado por ingenieros y técnicos altamente cualificados con una profunda experiencia en mecanizado CNC de latón. Sobresalimos en análisis de Diseño para la Fabricabilidad (DFM), optimizando diseños para eficiencia en costos.
Abordamos las geometrías más complejas y tolerancias estrictas con confianza, aprovechando nuestras máquinas CNC multieje de última generación. Nuestra experiencia garantiza que prevengamos defectos comunes en el mecanizado CNC de latón.
Control de Calidad de Precisión
La calidad no es solo un departamento; está arraigada en cada paso de nuestro proceso. Nos adherimos estrictamente a estándares internacionales como ISO 9001 y AS9100, implementando inspecciones rigurosas en proceso y finales.
Utilizando equipos de metrología avanzada como máquinas de medición por coordenadas (CMM), óptica comparadores y medidores de rugosidad superficial, garantizamos que cada componente de latón cumpla o supere los requisitos especificados para el Control de Calidad en Mecanizado CNC de Latón.

Estructura de Precios Transparente
Creemos en fomentar la confianza mediante la transparencia en todas nuestras operaciones. Nuestra estructura de precios para soluciones de mecanizado de latón es sencilla y competitiva, ofreciendo un valor claro sin costos ocultos.
Los clientes reciben presupuestos detallados que reflejan el verdadero costo de la precisión, la calidad y la entrega confiable. Nuestro objetivo es ofrecer soluciones rentables sin comprometer la integridad o el rendimiento de las piezas.
Su Socio de Confianza en Mecanizado de Latón
Como fabricante de fuente directa, ly-machining ofrece una fiabilidad y control inigualables sobre todo el proceso de producción. Este enfoque directo se traduce en calidad constante y tiempos de entrega predecibles.
Nos enorgullece construir asociaciones a largo plazo, trabajando en colaboración con los clientes para superar sus requisitos más desafiantes en mecanizado de latón. Puede confiar en nosotros para ofrecer soluciones excepcionales de mecanizado de latón en cada proyecto.

Su Socio en Soluciones de Mecanizado de Latón
En ly-machining, somos más que un proveedor; somos su socio dedicado a lograr una fabricación superior de componentes de latón. Nuestra profunda experiencia en prevención de defectos garantiza el éxito de sus proyectos.
Obtenga una cotización personalizada hoy
¿Listo para superar sus desafíos en mecanizado de latón y garantizar piezas libres de defectos y de alta calidad? Contacte hoy mismo a nuestro equipo de ingeniería experto para una cotización transparente y una consulta personalizada sobre su próximo proyecto.
Sección de Preguntas Frecuentes
¿Qué causa las rebabas en el latón?
Las rebabas en el latón suelen ser causadas por la ductilidad del material y parámetros de corte incorrectos. Herramientas desafiladas, velocidades de avance insuficientes o geometría inadecuada de la herramienta pueden provocar deformación plástica.
Esta deformación, en lugar de un corte limpio, resulta en material no deseado que se extiende más allá del borde deseado. La herramienta y los parámetros óptimos son clave.
¿Cómo mejorar el acabado superficial del latón?
Para mejorar el acabado superficial del latón, concéntrese en herramientas de corte afiladas y altamente pulidas con ángulos de ataque positivos. Optimice sus velocidades de corte y avances para prevenir manchas y calor excesivo.
Asegure una evacuación eficiente de virutas y una aplicación constante de refrigerante. Utilizar pasadas de acabado más finas con herramientas apropiadas también dará resultados más suaves.
¿Por qué es difícil el mecanizado CNC de latón?
El mecanizado CNC de latón puede ser complicado debido a sus aleaciones variadas y sus propiedades específicas. Algunos latones son muy blandos y dúctiles, lo que conduce a virutas largas y rebabas.
Otros son abrasivos, causando un desgaste rápido de la herramienta. Gestionar la expansión térmica y mantener tolerancias estrictas también aumenta la complejidad.


