

Muchas empresas enfrentan desafíos significativos con piezas mecanizadas en aluminio que desarrollan descoloraciones blancas o negras poco atractivas, lo que conduce a rechazos costosos y retrasos en la producción. Estos defectos superficiales no solo comprometen la estética, sino que también pueden indicar inconsistencias subyacentes en el material o en el proceso, erosionando la fiabilidad del producto y la reputación de la marca. En ly-machining, aprovechamos nuestra profunda experiencia técnica como fabricante de origen para identificar con precisión las causas raíz de estos problemas, proporcionando soluciones robustas y personalizadas para garantizar que sus componentes de aluminio mantengan su calidad superficial impecable.
Aluminio Mecanizado CNC La descoloración superficial, que se manifiesta como manchas blancas o negras, generalmente proviene de impurezas en el material, una gestión inadecuada del fluido de corte, parámetros de mecanizado incorrectos o un post-procesamiento insuficiente. Abordar estos problemas requiere un enfoque sistemático que incluya análisis del material, optimización del proceso y protocolos estrictos de control de calidad.

Comprendiendo la descoloración blanca en el mecanizado CNC de aluminio
La descoloración blanca en superficies mecanizadas aluminio a menudo aparece como manchas lechosas, vetas o una película opaca y tizosa. Este fenómeno degrada significativamente el atractivo estético y, en ocasiones, puede comprometer la integridad superficial. Identificar la causa precisa es crucial para una remediación efectiva.
Este problema surge comúnmente por reacciones químicas o alteraciones físicas durante las etapas de mecanizado y post-procesamiento. Nuestro análisis integral se centra en eliminar estos factores perjudiciales para restaurar óptica la calidad.
Impacto de la selección del material y el pretratamiento
Las propiedades inherentes de la aleación de aluminio en sí misma juegan un papel crítico en su susceptibilidad a la descoloración blanca. Algunas aleaciones, especialmente aquellas con alto contenido de silicio o estados de temple específicos, pueden reaccionar de manera diferente en entornos de mecanizado.
Un almacenamiento inadecuado del material que conduzca a oxidación superficial o contaminación antes del mecanizado también puede contribuir. Las películas superficiales formadas durante el pretratamiento, si no se eliminan completamente, pueden interactuar negativamente con los fluidos de corte o agentes de limpieza.
Tabla: Susceptibilidad de las aleaciones de aluminio a la descoloración blanca
| Tipo de aleación | Características principales | Factor de susceptibilidad |
|---|---|---|
| 6061 | Buena relación resistencia-peso, soldabilidad | Moderada |
| 7075 | Alta resistencia, común en aeroespacial | Alta (corrosión por estrés) |
| 5052 | Buena resistencia a la corrosión, conformabilidad | Baja |
| Aleaciones de aluminio fundido | Estructura porosa, composición variada | Alta (reactividad superficial) |
Problemas con la selección del fluido de corte y los métodos de enfriamiento
Los fluidos de corte están diseñados para lubricar, enfriar y eliminar virutas. Sin embargo, una selección incorrecta del fluido o un mantenimiento deficiente pueden ser la causa principal de decoloración blanca. Los fluidos de corte emulsionados, si se degradan o si su concentración es incorrecta, pueden dejar residuos.
El equilibrio de pH del fluido de corte también es crítico; los fluidos altamente alcalinos pueden grabar superficies de aluminio. Un enfriamiento inadecuado puede provocar sobrecalentamiento localizado, afectando la metalurgia superficial y promoviendo reacciones adversas.
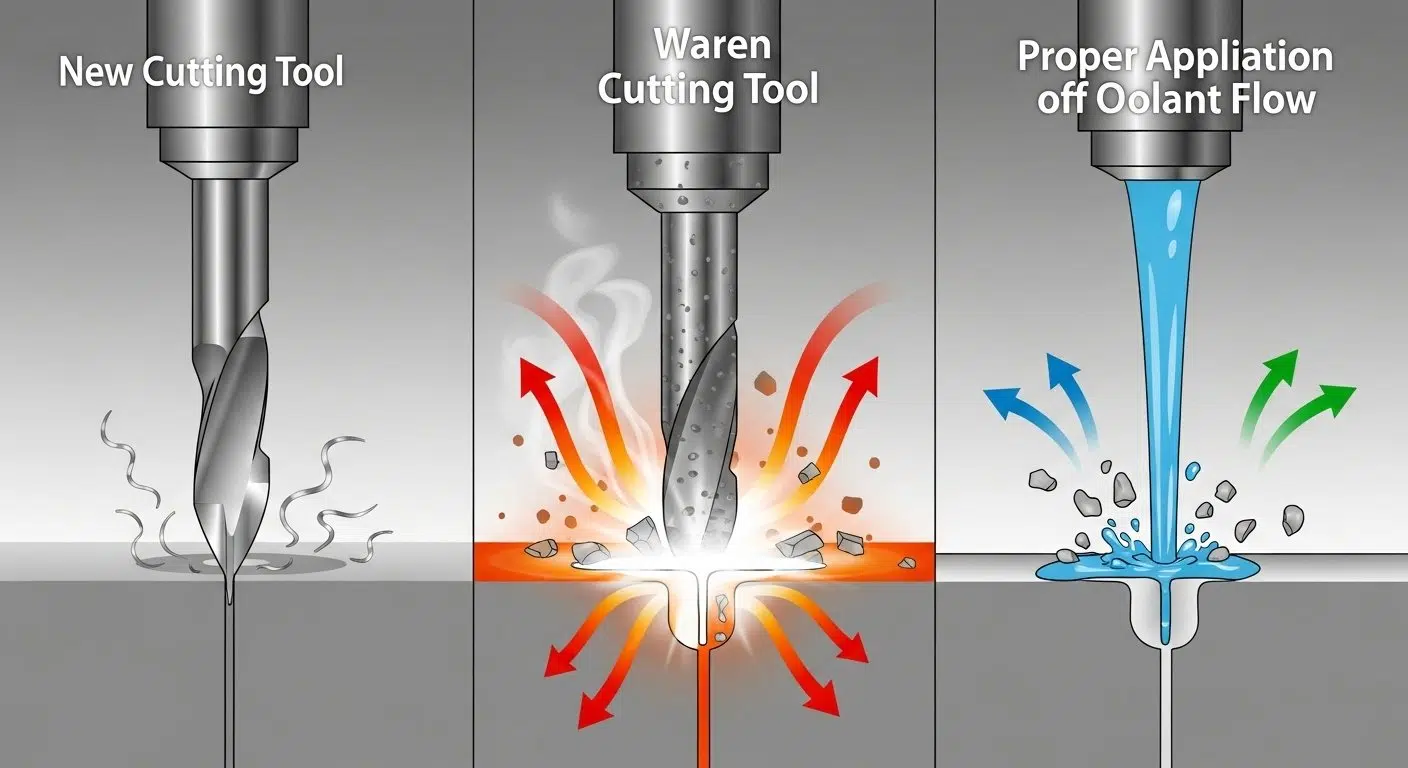
Desgaste de la herramienta y parámetros de corte incompatibles
Las herramientas de corte opacas o mal seleccionadas generan fricción y calor excesivos durante el mecanizado. Esta tensión térmica puede alterar la superficie del aluminio, haciéndola más propensa a la decoloración. Las herramientas desgastadas también producen un acabado superficial pobre, que puede parecer una neblina blanca.
Parámetros de corte incompatibles, como velocidades o avances excesivamente altos sin enfriamiento adecuado, aumentan la generación de calor. Esto conduce a un recocido localizado o microabrasiones que cambian las propiedades de reflexión de la superficie, resultando en una apariencia blanquecina.
Procesos de post-procesamiento inadecuados que conducen a manchas blancas
Los procesos de limpieza y secado posteriores al mecanizado son críticos. Utilizar agentes de limpieza agresivos, especialmente aquellos con ácidos o bases fuertes que sean incompatibles con el aluminio, puede grabar químicamente la superficie, creando un acabado blanco y opaco.
El enjuague incompleto de soluciones de limpieza o un secado inadecuado permite que los residuos químicos se evaporen y dejen manchas blancas. Incluso la exposición a ciertos contaminantes atmosféricos durante el secado puede reaccionar con la humedad residual.
Desentrañando los desafíos de la decoloración negra en el mecanizado CNC de aluminio
La decoloración negra se presenta como vetas oscuras, manchas o un oscurecimiento general de la superficie de aluminio mecanizado. Este defecto suele indicar oxidación, corrosión o contaminación que ha reaccionado químicamente con el aluminio.
Comprender las interacciones químicas específicas y los factores ambientales es esencial para prevenir el ennegrecimiento. Nuestro enfoque sistemático apunta a estas causas raíz.
Influencia de la composición de la aleación del material y las impurezas
La presencia de ciertos elementos de aleación e impurezas en el propio aluminio puede aumentar su susceptibilidad a la decoloración negra. Por ejemplo, aleaciones con mayor contenido de cobre o hierro son más propensas a oxidarse y corroerse bajo condiciones específicas.
Las inclusiones o segregaciones de estos elementos en la superficie pueden actuar como sitios catódicos, acelerando las reacciones electroquímicas. Obtener material de alta calidad y certificado es un paso fundamental en la prevención.
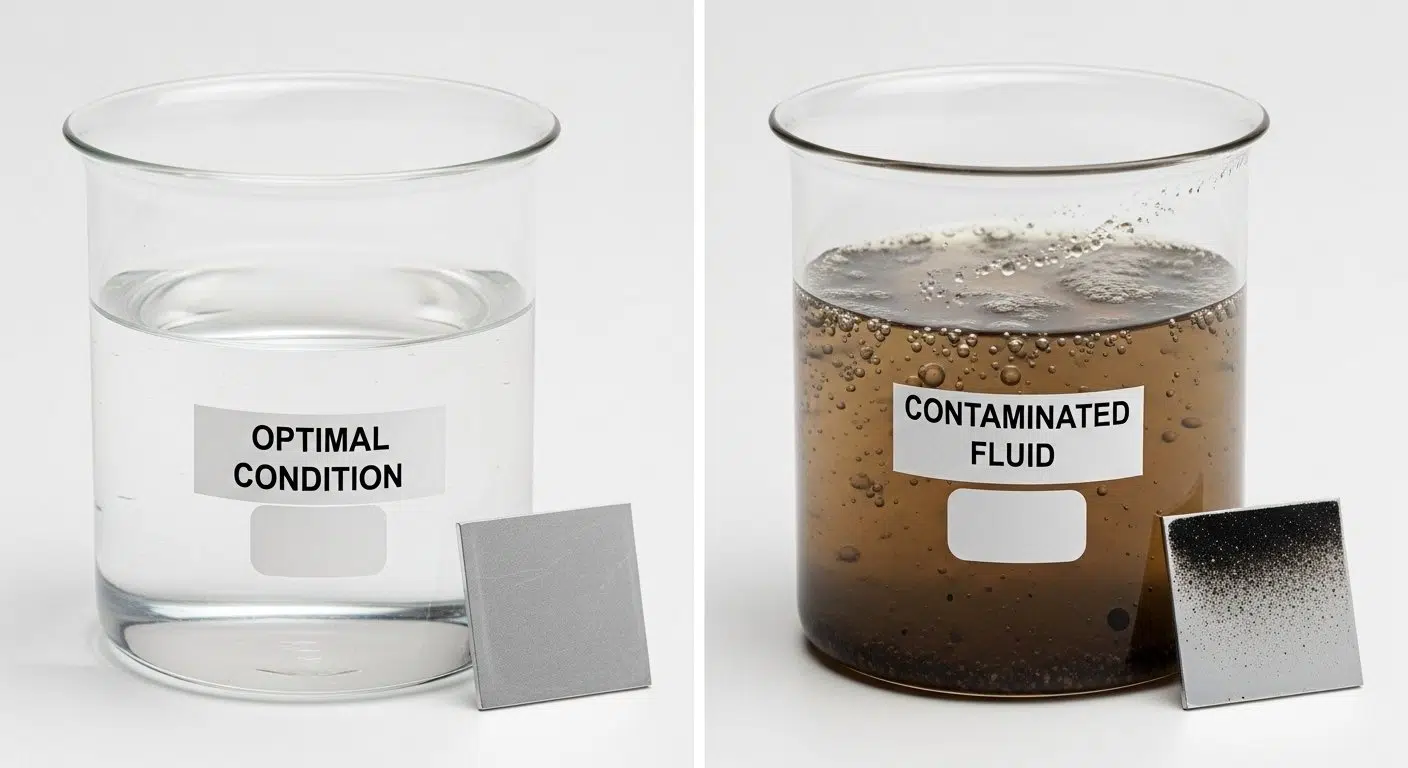
Contaminación del fluido de corte y corrosión oxidativa
Los fluidos de corte contaminados con aceites tramp, partículas extrañas o crecimiento microbiano pueden volverse altamente corrosivos. Estos contaminantes descomponen las propiedades protectoras del fluido e introducen agentes que reaccionan con el aluminio.
Con el tiempo, los fluidos de corte pueden degradarse, perdiendo su estabilidad de pH y los aditivos anticorrosivos. Esto permite reacciones electroquímicas entre la superficie de aluminio y el fluido, llevando a la formación de óxido negro o corrosión por picaduras.
Mecanizado a alta temperatura y acumulación de calor
El calor excesivo generado durante el proceso de mecanizado, especialmente sin una refrigeración efectiva, puede provocar oxidación localizada en la superficie de aluminio. El aluminio forma fácilmente una capa de óxido, que puede parecer oscura cuando se forma bajo altas temperaturas.
Una evacuación deficiente de virutas también puede resultar en que las virutas vuelvan a cortarse o rocen contra la pieza de trabajo, causando puntos calientes localizados. Esta energía térmica facilita una oxidación rápida, resultando en una apariencia oscura y descolorida.
Problemas de limpieza inadecuada o entorno de almacenamiento
Después del mecanizado, si las piezas no se limpian a fondo, los residuos de fluido de corte o partículas metálicas pueden reaccionar con el aluminio. Estos residuos, especialmente si contienen elementos corrosivos, iniciarán manchas negras con el tiempo.
Las condiciones de almacenamiento inadecuadas, como alta humedad, exposición a vapores corrosivos o contacto prolongado con ciertos materiales de embalaje, pueden acelerar la oxidación superficial. Incluso las huellas dactilares, si se dejan en la superficie, pueden causar oscurecimiento localizado.
Prevención de defectos en la superficie del aluminio: Control de calidad crítico en mecanizado CNC
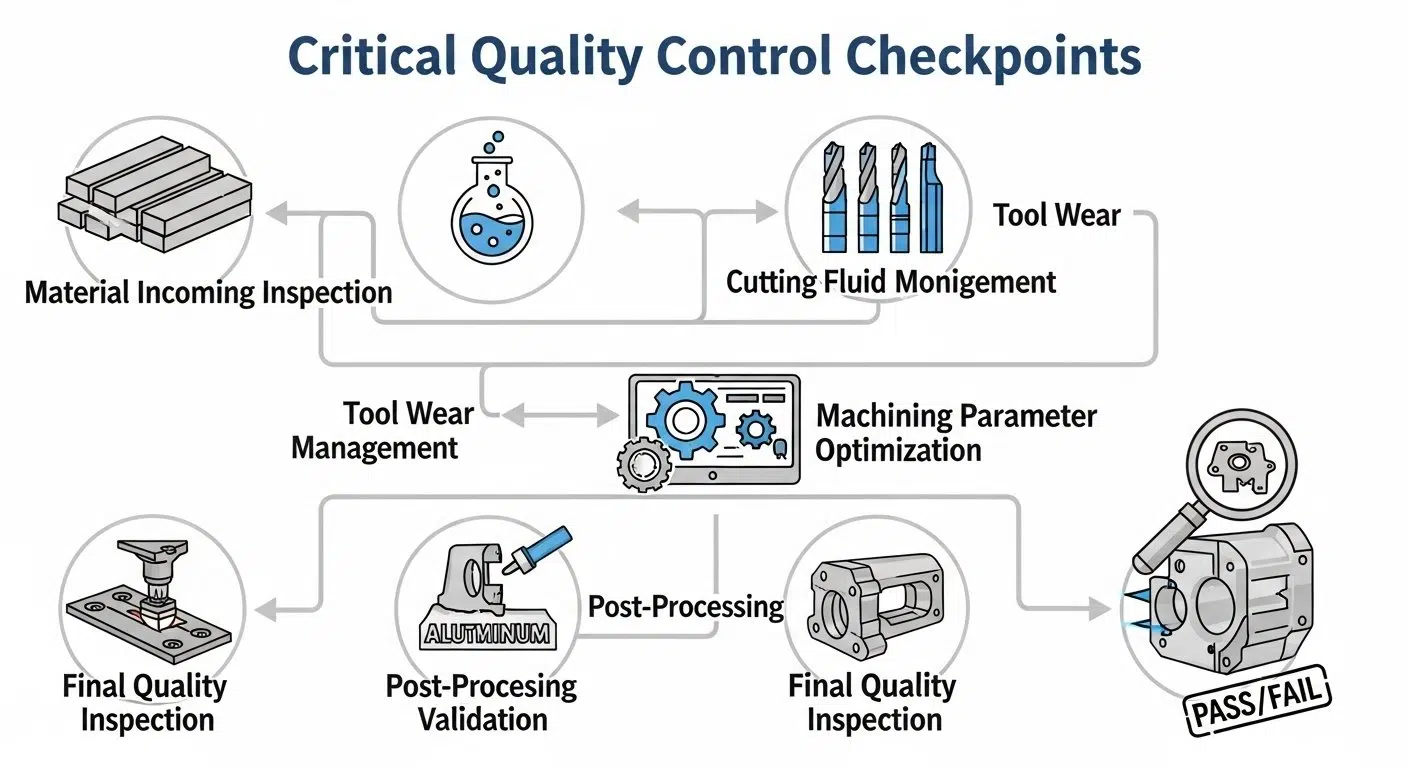
La prevención efectiva tanto de la decoloración blanca como negra requiere un enfoque holístico del control de calidad en todo el proceso de mecanizado CNC. Desde la recepción del material hasta el embalaje final, cada paso debe gestionarse meticulosamente. Nuestra fábrica implementa protocolos estrictos para garantizar una calidad superficial constante.
Creemos que las medidas proactivas y una comprensión profunda de las variables del proceso son clave para lograr componentes de aluminio perfectos. Este marco integral de control de calidad minimiza las tasas de defectos.
Inspección rigurosa del material y estandarización antes del mecanizado
Todos los materiales de aluminio entrantes pasan por una inspección de calidad estricta, que incluye análisis de composición química, pruebas de dureza y examen visual de la superficie. Verificamos que los materiales cumplan con los estándares especificados y estén libres de defectos preexistentes.
Nuestras prácticas de almacenamiento de materiales están estandarizadas para prevenir contaminación o degradación superficial. Esto incluye entornos controlados y embalaje protector adecuado, asegurando la integridad del material antes del procesamiento.
Optimización de la gestión del fluido de corte y estrategias de selección de herramientas
Empleamos un programa integral de gestión del fluido de corte, que incluye controles regulares de pH, monitoreo de concentración, filtración y reemplazo oportuno. Solo se seleccionan fluidos de corte de alta calidad y compatibles con el aluminio.
La selección de herramientas se basa en la aleación de aluminio específica y el acabado superficial requerido. Utilizamos herramientas de corte premium, afiladas, con recubrimientos adecuados, e implementamos un monitoreo estricto del desgaste de las herramientas y programas de reemplazo para prevenir la generación de calor.
Tabla: Optimización del fluido de corte y herramientas
| Parámetro | Mejor práctica para el mecanizado CNC de aluminio |
|---|---|
| Tipo de fluido de corte | Sintético o semisintético con bajo contenido de azufre, buena lubricidad |
| Nivel de pH | Mantener dentro del rango recomendado por el fabricante (típicamente 8.5-9.5) |
| Filtración | Filtración continua para eliminar virutas y contaminantes |
| Material de la herramienta | Carburo o PCD (Diamante Policristalino) para resistencia a la abrasión |
| Geometría de la herramienta | Bordes de corte afilados, ángulos de ataque altos, flautas pulidas |
| Revestimiento de la herramienta | TiN o AlTiN para reducir la fricción y prolongar la vida útil de la herramienta |
Configuración y ajuste precisos de parámetros de CNC
Los parámetros de mecanizado como velocidad del husillo, avance, profundidad de corte y presión del refrigerante se optimizan para cada aleación de aluminio y geometría de la pieza. Realizamos pruebas y ajustamos los parámetros para minimizar el calor y lograr el acabado superficial deseado.
Nuestros ingenieros utilizan simulaciones avanzadas de software CAM para predecir y prevenir posibles problemas térmicos o concentraciones de estrés durante el corte. Este enfoque meticuloso previene alteraciones en la superficie.
Entorno controlado para post-procesamiento y almacenamiento
Nuestros protocolos de post-procesamiento aseguran una limpieza exhaustiva utilizando detergentes seguros para el aluminio y procesos de enjuague en varias etapas. Las piezas se secan rápida y completamente en entornos controlados para prevenir la formación de residuos.
Las piezas terminadas se manipulan con cuidado y se almacenan en entornos limpios y con control climático, protegidas de la humedad, polvo y agentes corrosivos. Se utilizan materiales de embalaje adecuados para evitar contaminación por contacto superficial durante el transporte.
Estudios de caso: De la decoloración a la calidad perfecta del aluminio
Nuestro compromiso con la resolución de problemas se demuestra a través de nuestras intervenciones exitosas. Colaboramos estrechamente con los clientes, aplicando nuestra experiencia técnica para transformar problemas de decoloración desafiantes en resultados consistentes y de alta calidad. Estos casos destacan nuestras capacidades.
Nuestro análisis detallado de la causa raíz y soluciones a medida entregan resultados superiores de manera constante. Nos enfocamos en la transparencia y en mejoras verificables en la calidad de las piezas.
Diagnóstico y mejora del problema de decoloración blanca para un cliente
Un cliente que produce carcasas para instrumentos ópticos de alta precisión experimentó una niebla blanca persistente en sus piezas de aluminio 6061-T6 después del mecanizado. Los intentos iniciales de resolver el problema se centraron en cambios en la limpieza posterior, pero el problema persistió.
Nuestro equipo realizó un análisis exhaustivo, revelando que la concentración del fluido de corte del cliente era excesivamente alta, lo que provocaba residuos gomosos que reaccionaban con un agente de limpieza agresivo. Recomendamos una recalibración específica del fluido de corte y un proceso de limpieza ultrasónica más suave y en varias etapas. Esto eliminó por completo la niebla blanca.

Análisis y resolución del problema de decoloración negra en un proyecto
Otro cliente, que fabrica componentes aeroespaciales de aluminio 7075-T6, enfrentaba manchas negras y vetas recurrentes. Esto era particularmente problemático para el pretratamiento de anodizado, causando tasas de descarte significativas.
Nuestra investigación atribuyó el problema a dos factores: alto contenido de azufre en su antiguo fluido de corte, que promovía la corrosión galvánica, y un secado inadecuado antes de que las piezas se almacenaran temporalmente en un ambiente húmedo. Implementamos un fluido de corte con bajo contenido de azufre y biocida, y se introdujo un secado inmediato asistido por vacío seguido de almacenamiento en condiciones climáticas controladas. Esto resolvió completamente la decoloración negra, logrando una tasa de defectos cero para este problema específico.
Resumen de casos exitosos y compartición de experiencias
Estos casos destacan la importancia de un enfoque holístico en el mecanizado CNC. La decoloración rara vez es causada por un solo factor, sino por una combinación de influencias del material, proceso y ambiente.
Nuestra experiencia demuestra que un análisis detallado de la causa raíz, junto con ajustes precisos en toda la cadena de producción, es esencial. Compartimos estos conocimientos para educar y empoderar a nuestros clientes.
Elegir un experto en mecanizado CNC: garantizar la calidad de la superficie del aluminio
Seleccionar un socio capaz en mecanizado CNC es fundamental para evitar defectos costosos en la superficie del aluminio. En ly-machining, nuestro estatus como fábrica fuente, combinado con una profunda experiencia técnica, nos proporciona una ventaja distintiva. Nos dedicamos a entregar no solo piezas, sino piezas perfectas.
Nuestro compromiso con la calidad va más allá de las especificaciones básicas, centrándonos en un control integral del material y del proceso. Aseguramos que sus diseños se realicen con una integridad superficial impecable.
Ventajas de aseguramiento de calidad de una fábrica fuente
Como fabricante fuente, controlamos cada aspecto del proceso de producción, desde la adquisición e inspección de materias primas hasta los controles de calidad finales. Este enfoque integrado garantiza una calidad constante y elimina variables externas que a menudo se encuentran en trabajos subcontratados.
Nuestro control directo sobre los procedimientos de fabricación permite una rápida identificación y resolución de cualquier problema potencial. Esta integración vertical es un pilar fundamental de nuestro aseguramiento de calidad.

Experiencia técnica precisa y servicios de cotización transparentes
Nuestro equipo de ingeniería posee un profundo conocimiento en metalurgia, dinámica de mecanizado y ciencia de superficies específica para aleaciones de aluminio. Esta experiencia nos permite ofrecer retroalimentación proactiva para el diseño para la manufacturabilidad (DFM) y solucionar desafíos complejos.
Ofrecemos cotizaciones transparentes, detallando costos de materiales, operaciones de mecanizado y medidas de control de calidad. Nuestros clientes comprenden el valor que se entrega a través de nuestros procesos rigurosos y productos de alta calidad.
Proceso de colaboración y compromiso con el servicio al cliente
Creemos en una asociación colaborativa, trabajando estrechamente con los clientes desde la conceptualización del diseño hasta la entrega del producto final. Nuestro equipo de soporte técnico está disponible para discutir las especificaciones del proyecto y abordar cualquier inquietud.
Nuestro compromiso se extiende a garantizar entregas a tiempo y un rendimiento consistente del producto. Respaldamos la calidad de cada componente de aluminio que producimos, fomentando relaciones a largo plazo basadas en la confianza.

Resumen del Artículo:
Las decoloraciones blancas y negras en piezas de aluminio mecanizadas por CNC son problemas de calidad significativos que provienen de las propiedades del material, la gestión del fluido de corte, los parámetros de mecanizado y el post-procesamiento. La niebla blanca suele estar relacionada con residuos químicos o estrés térmico, mientras que el ennegrecimiento indica típicamente oxidación o corrosión. La prevención efectiva se basa en una inspección rigurosa del material, estrategias optimizadas de fluido de corte y herramientas, control preciso de los parámetros y un post-procesamiento y almacenamiento meticulosos. Elegir una fábrica fuente como ly-machining, con profunda experiencia técnica y control de calidad integrado, garantiza la entrega constante de componentes de aluminio perfectos, mitigando riesgos y mejorando el valor del producto.
Sección de preguntas frecuentes:
P1: ¿Pueden diferentes aleaciones de aluminio tener susceptibilidades variables a la decoloración superficial?
R1: Sí, absolutamente. Diferentes aleaciones de aluminio poseen composiciones y estados de temple únicos que influyen en su reactividad. Por ejemplo, aleaciones con mayor contenido de cobre o silicio pueden ser más propensas a tipos específicos de decoloración debido a su potencial electroquímico o reactividad superficial. Es fundamental considerar el tipo de aleación al desarrollar protocolos de mecanizado y post-procesamiento para prevenir defectos.
P2: ¿Cómo asegura ly-machining la calidad del fluido de corte para prevenir la decoloración?
R2: Implementamos un programa multifacético de gestión del fluido de corte. Esto incluye usar solo fluidos de alta calidad compatibles con aluminio, monitoreo regular de niveles de pH y concentración, filtración continua para eliminar contaminantes y partículas metálicas, y reemplazo programado del fluido. Nuestro sistema está diseñado para mantener la integridad óptima del fluido, previniendo la degradación química que podría causar reacciones superficiales y decoloración.
P3: ¿Qué papel juega el entorno de almacenamiento en la prevención de la decoloración post-mecanizado de las piezas de aluminio?
R3: El entorno de almacenamiento es crucial. Después de limpiar y secar, las piezas de aluminio siguen siendo susceptibles a factores ambientales. Aseguramos que las piezas se almacenen en áreas limpias, con control climático y humedad regulada para prevenir la oxidación o corrosión inducida por humedad. Además, utilizamos materiales de embalaje adecuados y no reactivos para proteger las piezas de contaminantes atmosféricos, polvo y contacto directo que podrían causar decoloración localizada o contaminación.


