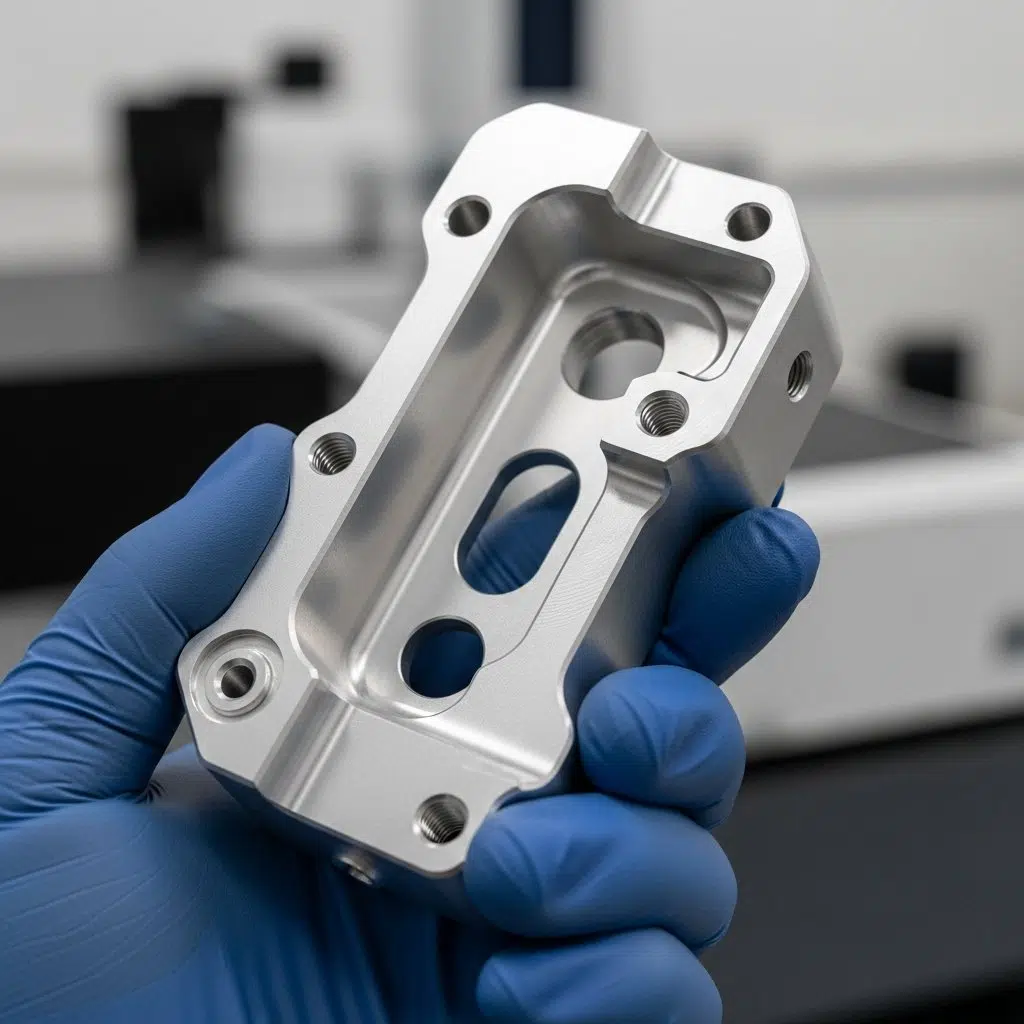
Al mecanizar CNC piezas de aluminio de paredes delgadas, controlar la deformación es primordial para la calidad y la precisión. Nuestra experiencia en ly-machining en Shenzhen se centra en la selección estratégica de materiales, las técnicas avanzadas de fijación y los parámetros de corte optimizados para mitigar la deformación. Empleamos el mecanizado multietapa, la planificación meticulosa de la trayectoria de la herramienta y el alivio eficaz de la tensión posterior al mecanizado. Las estrategias clave incluyen el uso de herramientas afiladas de hélice alta, el mantenimiento de fuerzas de corte consistentes y la implementación de una refrigeración precisa. Estos enfoques integrados garantizan la precisión dimensional y la integridad de la superficie incluso de los componentes de aluminio de paredes delgadas más delicados.
Introducción
- Comprensión de los desafíos en el mecanizado CNC de piezas de aluminio de paredes delgadas
- Estrategias avanzadas para el mecanizado CNC de piezas de aluminio de paredes delgadas
- Técnicas óptimas de fijación para prevenir la distorsión de piezas de paredes delgadas
- Dominar los parámetros de corte para una deformación mínima en piezas de paredes delgadas
- Control de la deformación posterior al mecanizado y garantía de calidad para piezas de aluminio de paredes delgadas
- Asociación para el éxito: la experiencia de ly-machining en el mecanizado CNC de aluminio de paredes delgadas en Shenzhen
- Preguntas frecuentes sobre el mecanizado CNC de aluminio de paredes delgadas
En ly-machining en Shenzhen, entendemos las demandas críticas que se imponen a los fabricantes hoy en día. Entregar paredes delgadas de alta precisión aluminio piezas que cumplen con los estrictos requisitos de calidad y tiempo de entrega es un desafío complejo, uno que a menudo trae consigo el problema persistente de la deformación. Nuestra amplia experiencia nos ha enseñado que lograr la excelencia en aluminio de paredes delgadas Mecanizado CNC requiere más que solo prácticas estándar; exige una comprensión profunda del comportamiento del material, la optimización del proceso y una atención meticulosa a los detalles en cada etapa.
Este artículo profundiza en las técnicas y estrategias centrales que empleamos para abordar estos desafíos de frente. Nuestro objetivo es proporcionar información valiosa para cualquier persona que busque dominar el arte del mecanizado CNC de piezas de aluminio de paredes delgadas, garantizando la precisión dimensional y un acabado superficial superior al tiempo que se controla la amenaza generalizada de la deformación.

Comprensión de los desafíos en el mecanizado CNC de piezas de aluminio de paredes delgadas
El mecanizado de componentes de aluminio de paredes delgadas presenta un conjunto único de obstáculos que pueden afectar significativamente la calidad de las piezas y la eficiencia de la producción. Estos desafíos provienen principalmente de las propiedades inherentes del aluminio combinadas con la naturaleza delicada de las geometrías de paredes delgadas. Hemos aprendido que un enfoque proactivo, anticipando estos problemas, es clave para obtener resultados exitosos en Mecanizado CNC de piezas de aluminio de paredes delgadas.
Propiedades del material y su impacto en piezas de aluminio de paredes delgadas
Las aleaciones de aluminio son favorecidas por su excelente relación resistencia-peso, resistencia a la corrosión y conductividad térmica. Sin embargo, estas mismas propiedades también contribuyen a las dificultades de mecanizado asociadas con las estructuras de paredes delgadas. Descubrimos que el bajo módulo de elasticidad del aluminio lo hace susceptible a la deflexión bajo las fuerzas de corte.
Además, el alto coeficiente de expansión térmica del aluminio significa que las fluctuaciones de temperatura durante Mecanizado CNC puede inducir tensiones internas significativas y provocar distorsión. Esto es particularmente pronunciado en piezas de aluminio de paredes delgadas, donde el material simplemente carece de volumen para absorber y disipar el calor sin cambiar de forma.
| Tipo de aleación de aluminio | Características clave | Maquinabilidad | Tendencia a la deformación | Aplicaciones típicas para componentes de paredes delgadas |
|---|---|---|---|---|
| 6061-T6 | Buena resistencia, soldabilidad, templable | Bueno | Moderada | Componentes aeroespaciales, piezas automotrices, estructuras |
| 7075-T6 | Resistencia muy alta, buena resistencia a la fatiga | De Regular a Bueno | Mayor | Estructuras de aeronaves, piezas sometidas a altas tensiones |
| 2024-T3 | Alta resistencia, buena resistencia a la fatiga | Justo | Moderada | Fuselajes de aeronaves, alas, componentes estructurales |
| 5052-H32 | Excelente resistencia a la corrosión, conformabilidad | Bueno | Menor | Aplicaciones marinas, tanques de combustible, electrónico carcasas |
Las causas raíz de la deformación en aluminio de paredes delgadas mecanizado por CNC
Deformación en piezas de aluminio de paredes delgadas mecanizadas por CNC es un problema multifacético, que a menudo resulta de una combinación de factores. Comprender estas causas raíz nos permite implementar soluciones específicas.
Una causa principal es la fuerza de sujeción aplicada durante el fijado, que puede distorsionar fácilmente una pieza delgada antes de que comience cualquier corte. A menudo observamos que una presión de sujeción inadecuada, o un número insuficiente de puntos de sujeción, permite que la pieza se flexione.
Otro factor importante es el estrés residual inherente al material de aluminio en bruto, que puede liberarse de manera desigual durante la eliminación del material. Además, el calor generado durante el proceso de corte, combinado con una refrigeración inadecuada, agrava la expansión térmica y la acumulación de tensiones, causando deformaciones.
También atribuimos la deformación a parámetros de corte inadecuados, como velocidades de avance excesivas o profundidades de corte elevadas, que generan fuerzas de corte altas y vibraciones. Estas fuerzas pueden empujar y tirar fácilmente de las delicadas paredes delgadas, causando que se doblen o buckleen.

Estrategias avanzadas para el mecanizado CNC de piezas de aluminio de paredes delgadas
Para producir de manera constante de alta calidad piezas de aluminio de paredes delgadas sin deformación, confiamos en un conjunto de estrategias avanzadas. Estas técnicas se perfeccionan a través de años de experiencia práctica en Mecanizado CNC.
Técnicas óptimas de fijación para prevenir la distorsión de piezas de paredes delgadas
El fijado adecuado es el primer y posiblemente más crítico paso para prevenir la deformación. Nuestro enfoque se centra en distribuir las fuerzas de sujeción de manera uniforme y apoyar la pieza de manera adecuada. A menudo diseñamos fijaciones personalizadas que se ajustan exactamente a la geometría de la pieza.
Las fijaciones por vacío se emplean con frecuencia por su capacidad para ejercer una presión constante y distribuida en toda la superficie de la pieza de paredes delgadas. Esto minimiza los puntos de estrés localizados que de otro modo podrían provocar distorsión.
Para geometrías más complejas, utilizamos fijaciones mecánicas con múltiples mordazas colocadas cuidadosamente y mordazas blandas. El objetivo es proporcionar un soporte rígido contra las fuerzas de corte sin inducir estrés inicial ni flexión.
| Método de fijación | Ventajas | Desventajas | Mejor caso de uso |
|---|---|---|---|
| Fijación por vacío | Distribución uniforme de la presión, marcas mínimas en la superficie, configuración rápida para piezas planas | Requiere superficie sellada, no es ideal para formas 3D complejas, fuerza de sujeción limitada para cortes agresivos | Paneles planos delgados, superficies delicadas |
| Sujeción mecánica | Fuerza de sujeción fuerte, versátil para varias formas, segura contra cortes pesados | Potencial de estrés localizado, marcas en la superficie, mayor tiempo de configuración, requiere colocación cuidadosa | Formas irregulares, fuerzas de corte elevadas, piezas robustas |
| Fijación por adhesión | Sin marcas de sujeción, ideal para piezas muy delicadas o estéticas, soporte uniforme | Configuración y limpieza más lentas, la resistencia del adhesivo puede variar, sensible a la temperatura | Piezas extremadamente delgadas, superficies cosméticas, fuerzas de corte mínimas |
Selección de herramientas de precisión y optimización de trayectorias para el mecanizado de aluminio de paredes delgadas
La elección de herramientas de corte y el diseño de las trayectorias son fundamentales para mitigar las fuerzas que causan deformación. Seleccionamos meticulosamente herramientas diseñadas específicamente para mecanizado CNC de piezas de aluminio de paredes delgadas.
Fresadoras de hélice alta con flautas pulidas son nuestra opción preferida, ya que proporcionan una acción de corte ascendente que reduce las fuerzas de corte y mejora la evacuación de virutas. Un mayor número de flautas también puede ayudar a distribuir la carga de corte de manera más uniforme.
Priorizamos herramientas afiladas con recubrimientos adecuados (por ejemplo, AlTiN, ZrN) para reducir la fricción y la generación de calor. Las herramientas desafiladas son una fuente principal de calor excesivo y fuerzas de corte, lo que conduce directamente a la deformación.
La optimización de la trayectoria de herramientas implica emplear estrategias como el fresado en ascenso, que dirige las fuerzas de corte hacia la fijación en lugar de alejarse de ella, reduciendo la deflexión de la pieza. También favorecemos el fresado trocoidal y profundidades de corte constantemente variables para distribuir las cargas térmicas y mecánicas.
| Característica de la herramienta | Impacto en el mecanizado de aluminio de paredes delgadas | Mejor práctica |
|---|---|---|
| Ángulo de hélice | Ángulos mayores reducen las fuerzas de corte y mejoran la elevación de virutas | Utilice hélice alta (35-45 grados) para un corte suave |
| Número de flautas | Más flautas distribuyen la carga, pero pueden aumentar la recorte de virutas si no se gestionan adecuadamente | 2-3 flautas para una evacuación óptima de virutas en aluminio |
| Recubrimiento | Reduce la fricción, el desgaste y el filo de acumulación | AlTiN o ZrN para una mejor lubricidad y resistencia al calor |
| Material de la herramienta | Alta velocidad Acero vs. Carburo | Carburo sólido para rigidez y resistencia al desgaste |
Dominar los parámetros de corte para una deformación mínima en piezas de paredes delgadas
Lograr una deformación mínima en piezas de aluminio de paredes delgadas requiere un equilibrio finamente ajustado de los parámetros de corte. Ajustamos sistemáticamente la velocidad del husillo, la tasa de avance y la profundidad de corte para gestionar las fuerzas de corte y el calor.
Generalmente optamos por velocidades de husillo más altas y profundidades de corte más ligeras, junto con tasas de avance moderadas. Este enfoque genera virutas más delgadas, que eliminan el calor de manera más eficiente y reducen la fuerza total ejercida sobre la pieza de trabajo.
Una carga de viruta constante es crucial; cambios erráticos pueden conducir a fuerzas inconsistentes y calentamiento localizado. También aseguramos un suministro adecuado de refrigerante, no solo para la disipación del calor sino también para la lubricación y el lavado de virutas.
Utilizar una ráfaga de aire junto con el refrigerante puede ser beneficioso para asegurar que las virutas se evacuen rápidamente, evitando volver a cortar y acumulación de calor. Esta gestión proactiva del calor y las fuerzas es fundamental para mantener la integridad de la pieza.
| Parámetro | Impacto en la Deformación | Enfoque recomendado para aluminio de paredes delgadas |
|---|---|---|
| Velocidad del husillo | Las velocidades más altas reducen las fuerzas de corte, pero aumentan el calor | RPM altas (por ejemplo, 10,000-20,000+ RPM) para una evacuación efectiva de virutas y menor fuerza |
| Tasa de avance | Demasiado alta: fuerza excesiva; demasiado baja: rozamiento, acumulación de calor | Tasa de avance moderada para mantener una carga de viruta constante y evitar vibraciones |
| Profundidad de corte | Los cortes profundos generan fuerzas altas, las paredes delgadas se deforman | Profundidades de corte radiales y axiales pequeñas, a menudo usando múltiples pasadas |
| Refrigerante | Disipa el calor, lubrica, enjuaga las virutas | Refrigerante a chorro o MQL (Lubricación de Cantidad Mínima) para minimizar la expansión térmica |
Enfoques de mecanizado estratégicos en múltiples etapas para componentes de aluminio de paredes delgadas
Para componentes complejos piezas de aluminio de paredes delgadas, a menudo empleamos una estrategia de mecanizado en varias etapas para aliviar progresivamente las tensiones y reducir el riesgo de deformación. Esto implica pases de desbaste, semiacabado y acabado con consideraciones específicas en cada etapa.
Durante el desbaste, dejamos suficiente material para los pases posteriores, permitiendo que la pieza “se mueva” a medida que se liberan las tensiones internas. Esta etapa inicial elimina la mayor parte del material mientras anticipa futuras distorsiones.
Operaciones intermedias de alivio de tensiones, como el recocido o el alivio de tensiones vibratorio, pueden introducirse entre los pases de desbaste y acabado. Esto ayuda a estabilizar la dimensión de la pieza antes de alcanzar tolerancias críticas.
Luego se realizan los pases de acabado con cortes muy ligeros, utilizando herramientas afiladas y parámetros optimizados para lograr las dimensiones finales y el acabado superficial. Este enfoque secuencial minimiza las tensiones acumuladas y asegura que la pieza se asiente en su forma final deseada.

Control de la deformación posterior al mecanizado y garantía de calidad para piezas de aluminio de paredes delgadas
El proceso de garantizar la estabilidad dimensional y la calidad no termina con Mecanizado CNC. Los tratamientos post-mecanizado y la inspección rigurosa son pasos esenciales para piezas de aluminio de paredes delgadas.
Métodos efectivos de alivio de tensiones para aluminio de paredes delgadas mecanizado por CNC
Incluso con procesos de mecanizado optimizados, pueden quedar tensiones residuales en el piezas de aluminio de paredes delgadas. Implementar métodos efectivos de alivio de tensiones es crucial para la estabilidad dimensional a largo plazo.
El alivio de tensiones térmico, generalmente mediante recocido controlado, puede ser efectivo. Sin embargo, debe realizarse con cuidado para evitar alterar las propiedades del material o inducir nuevas distorsiones en piezas delicadas.
Otro método que utilizamos es el alivio de tensiones vibratorio, que aplica vibraciones controladas a la pieza, ayudando a homogeneizar las tensiones internas. Esto puede ser una alternativa más suave para piezas sensibles al calor.
El grabado químico también puede eliminar una capa uniforme de material, reduciendo potencialmente las tensiones superficiales y mejorando la vida útil a fatiga. La elección del método depende de la aleación de aluminio específica, la geometría de la pieza y el resultado requerido.
| Método de alivio de tensiones | Principio | Ventajas | Desventajas |
|---|---|---|---|
| Recocido térmico | Calentamiento a una temperatura específica y enfriamiento lento | Efectivo para tensiones altas, estabiliza el material | Puede alterar las propiedades del material, potencial de nuevas distorsiones si no se controla |
| Alivio de tensiones vibratorio | Vibraciones de baja frecuencia | No térmico, sin cambio en las propiedades del material, adecuado para piezas grandes | La eficacia puede variar, menos efectivo para esfuerzos muy altos |
| Grabado químico | Remoción uniforme de material mediante reacción química | Elimina tensiones superficiales, mejora la vida útil a fatiga, puede alcanzar geometrías complejas | Requiere un entorno controlado, pérdida de material, eliminación de residuos |
Protocolos avanzados de medición e inspección para componentes de aluminio de paredes delgadas
Mantener la calidad y precisión de piezas de aluminio de paredes delgadas mecanizadas por CNC exige protocolos avanzados de inspección. Utilizamos diversos métodos para garantizar que las piezas cumplan con las especificaciones.
Coordenada Medición Las máquinas de medición por coordenadas (CMM) son indispensables para medir con precisión geometrías complejas y verificar tolerancias estrictas. Nuestras CMM están alojadas en entornos controlados en temperatura para minimizar los efectos de la expansión térmica en las mediciones.
Los sistemas de medición sin contacto, como óptica escáneres o sistemas de visión, son a menudo preferidos para piezas muy delicadas de paredes delgadas. Estos sistemas eliminan el riesgo de deformación de la pieza durante la medición, lo cual podría ocurrir con sondas de contacto.
También implementamos controles de calidad rigurosos en proceso, utilizando control estadístico de procesos (SPC) para monitorear dimensiones clave e identificar tendencias que puedan indicar un problema inminente. Este enfoque proactivo ayuda a prevenir lotes grandes de piezas no conformes.

Excelencia en acabado superficial en piezas de aluminio de paredes delgadas mediante mecanizado CNC
Lograr un acabado superficial superior en piezas de aluminio de paredes delgadas no solo es un requisito estético, sino también crucial para el rendimiento funcional, especialmente en aplicaciones aeroespaciales o médico de Mecanizado CNC nuestras
competencias se extienden a dominar la calidad de la superficie.
La aplicación adecuada de refrigerante es fundamental para evitar la acumulación de filo recrecido y mejorar la evacuación de virutas, lo que puede degradar la calidad de la superficie. También consideramos tratamientos superficiales posteriores al mecanizado, como el acabado vibratorio, el pulido o el anodizado, para mejorar tanto la estética como la durabilidad.
La prevención de rebabas es otro aspecto clave. Los procesos de desbarbado deben seleccionarse cuidadosamente para piezas de paredes delgadas para evitar dañar las estructuras delicadas. A menudo utilizamos el desbarbado manual con herramientas especializadas o métodos sin contacto como el electropulido para características intrincadas.
Asociación para el éxito: la experiencia de ly-machining en el mecanizado CNC de aluminio de paredes delgadas en Shenzhen
En ly-machining, con sede en Shenzhen, nos enorgullecemos de nuestra profunda experiencia en el manejo de las complejidades de mecanizado CNC de piezas de aluminio de paredes delgadas. Entendemos que nuestros clientes no solo requieren piezas, sino soluciones confiables para sus desafíos de fabricación. Nuestro compromiso se extiende más allá del taller de máquinas.
Abordamos los problemas comunes de los clientes directamente. Para los plazos de entrega, nuestro sólido sistema de gestión de proyectos y los flujos de trabajo de producción optimizados garantizan plazos de entrega predecibles y acelerados. Nos comunicamos de forma transparente sobre los horarios y abordamos de forma proactiva cualquier posible retraso.
El control de calidad es el núcleo de nuestras operaciones. Desde la inspección del material a su llegada hasta los controles en proceso y la validación dimensional final utilizando CMM avanzado y escaneo óptico, mantenemos estrictos protocolos de garantía de calidad. Nuestro enfoque integral para el control de la deformación garantiza la integridad de cada pieza de aluminio de paredes delgadas.
Con respecto a Tratamiento superficial, ofrecemos una amplia gama de opciones internas y subcontratadas, que incluyen anodizado (transparente, coloreado, capa dura), recubrimiento en polvo y diversas técnicas de pulido. Asesoramos a los clientes sobre el mejor acabado para su aplicación específica, teniendo en cuenta tanto los requisitos estéticos como funcionales.
Nuestros El soporte postventa está diseñado para brindar total tranquilidad. Respaldamos la calidad de nuestro trabajo, ofreciendo una comunicación receptiva y soluciones eficaces en caso de que surja algún problema después de la entrega. Nuestro objetivo es construir asociaciones a largo plazo basadas en la confianza y el rendimiento constante en Mecanizado CNC de piezas de aluminio de paredes delgadas.

Conclusión
El exitoso mecanizado CNC de piezas de aluminio de paredes delgadas exige un enfoque especializado e integrado que aborde los desafíos únicos de las propiedades del material y las geometrías delicadas. Desde el diseño meticuloso de la fijación y la selección precisa de herramientas hasta los parámetros de corte optimizados y el cuidado diligente posterior al mecanizado, cada paso es fundamental para prevenir la deformación y lograr resultados de alta calidad.
En ly-machining en Shenzhen, aprovechamos nuestra amplia experiencia y técnicas avanzadas para superar estos obstáculos, entregando constantemente componentes de aluminio de paredes delgadas dimensionalmente precisos y estéticamente superiores componentes de aluminio de paredes delgadas. Estamos dedicados a brindar soluciones integrales que cumplan y superen las expectativas de nuestros clientes en cuanto a calidad, entrega y servicio. Asóciese con nosotros para llevar a cabo sus más desafiantes mecanizado CNC de aluminio de paredes delgadas proyectos a la perfección con confianza.
Preguntas frecuentes sobre el mecanizado CNC de aluminio de paredes delgadas
1. ¿Cuáles son las causas más comunes de deformación al mecanizar con CNC piezas de aluminio de paredes delgadas?
Las causas más comunes de deformación incluyen sujeción inadecuada (demasiada o desigual fuerza), tensiones residuales en la materia prima, calor excesivo generado durante el corte debido a parámetros incorrectos o herramientas desgastadas, y altas fuerzas de corte por tasas de avance agresivas o profundidades de corte. Estos factores, de manera colectiva o individual, pueden hacer que las delicadas paredes delgadas se deformen o doblen.
2. ¿Cómo asegura ly-machining la precisión dimensional para componentes de aluminio de paredes delgadas altamente complejos?
En ly-machining, aseguramos la precisión dimensional mediante un enfoque multifacético. Esto incluye fijaciones personalizadas de vacío o mecánicas para soporte uniforme, mecanizado en varias etapas con alivio de tensiones intermedias, herramientas de corte optimizadas (alta hélice, carburo afilado) y parámetros (alta velocidad, cortes ligeros), y una inspección rigurosa post-mecanizado utilizando máquinas de medición por coordenadas avanzadas y escáneres ópticos sin contacto en entornos controlados.
3. ¿Qué procesos post-mecanizado ofrece ly-machining para mejorar la durabilidad y acabado de las piezas de aluminio de paredes delgadas?
Ofrecemos varios procesos post-mecanizado para mejorar la durabilidad y el acabado. Estos incluyen diversos tratamientos superficiales como anodizado (transparente, coloreado, recubrimiento duro) para resistencia a la corrosión y atractivo estético, grabado químico para alivio de tensiones y mayor vida útil a la fatiga, y pulido o acabado vibratorio para una superficie de mayor suavidad. También proporcionamos desbarbado preciso para garantizar bordes limpios sin dañar las delicadas paredes delgadas.