

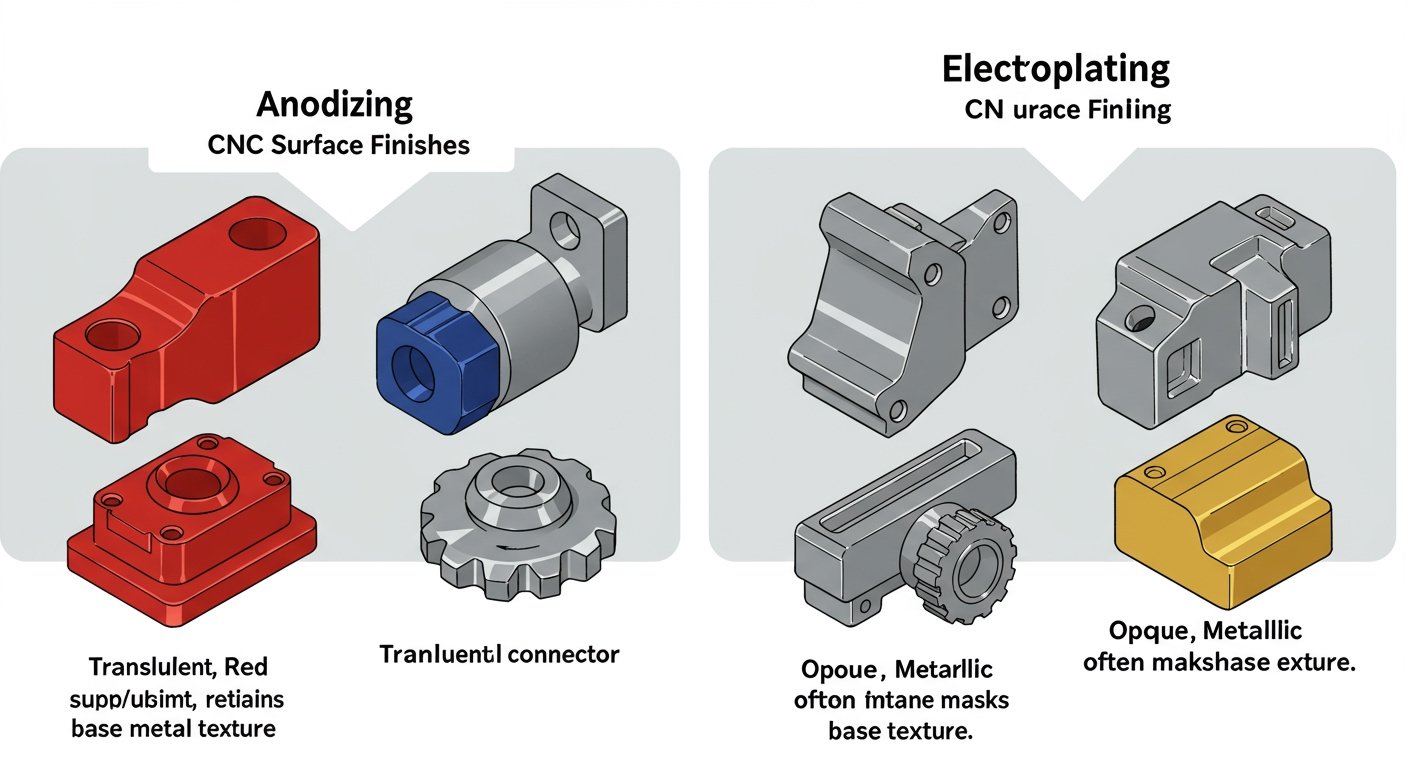
Choisir entre anodisation et électroplacage pour les pièces usinées CNC est crucial pour la performance et l'esthétique. L'anodisation, généralement pour l'aluminium, forme une couche d'oxyde poreuse, offrant une excellente résistance à la corrosion et à l'usure avec des épaisseurs de film allant de 2 à 25 µm et une gamme de couleurs translucides. L'électroplacage, applicable à divers métaux, dépose une couche métallique pour améliorer la dureté, la conductivité ou la protection contre la corrosion, avec des épaisseurs de film souvent de 5 à 50 µm ou plus, offrant diverses finitions métalliques opaques. L'adhérence dans les deux processus est robuste lorsqu'ils sont correctement exécutés, mais la liaison chimique de l'anodisation sur l'aluminium peut offrir une intégration supérieure, tandis que la liaison mécanique et métallurgique de l'électroplacage dépend fortement du matériau.
Introduction de l'article
- Préparer le terrain pour les finitions de surface de l'usinage CNC
- Comprendre l'anodisation pour les composants d'usinage CNC
- Explorer l'électroplacage pour les composants usinés CNC
- Comparaison directe : anodisation vs électroplacage pour les projets d'usinage CNC
- Applications pratiques et critères de sélection pour les traitements de surface en usinage CNC
- Choix stratégique de la finition de surface pour des résultats optimaux en usinage CNC
- Questions connexes sur les finitions de surface en usinage CNC
Lorsqu'il s'agit de choisir une finition de surface pour des pièces usinées CNC, la décision entre anodisation et électroplacage représente souvent un défi critique pour les ingénieurs et les concepteurs. En tant que spécialistes en usinage CNC de Shenzhen, nous comprenons que ce choix impacte directement la performance, l'esthétique et la longévité du produit final. Notre objectif est de démystifier ces processus, en fournissant une comparaison claire de l'épaisseur du film, des propriétés d'adhérence et des options de couleur basées sur l'expérience pratique.

Préparer le terrain pour les finitions de surface de l'usinage CNC
La finition de surface d'un composant usiné CNC n'est pas simplement une préoccupation esthétique ; elle est fondamentale pour sa fonctionnalité et sa durabilité. Choisir le traitement approprié est essentiel au succès de tout projet impliquant un usinage CNC de précision. Mon expérience montre que négliger cette étape peut entraîner des problèmes importants par la suite.
Le rôle critique de la finition de surface dans les projets d'usinage CNC
Une finition de surface bien choisie améliore la résistance à la corrosion, à l'usure et à l'abrasion, tout en améliorant la conductivité électrique ou l'isolation. Pour les composants produits par usinage CNC, la finition peut dicter la façon dont la pièce interagit avec son environnement et d'autres composants. Elle influence directement des facteurs tels que la durée de vie du produit et la satisfaction globale du client.

Comprendre l'anodisation pour les composants d'usinage CNC
L'anodisation est un processus de passivation électrochimique utilisé pour augmenter l'épaisseur de la couche d'oxyde naturel à la surface des pièces métalliques. Ce processus est principalement appliqué à aluminium les alliages, qui sont fréquemment utilisés en usinage CNC en raison de leur excellente machinabilité et de leur rapport résistance/poids favorable. Nous le trouvons comme un processus très fiable pour l'aluminium.
Comment l'anodisation améliore les pièces en aluminium usinées CNC
Lors de l'anodisation, la pièce en aluminium agit comme l'anode dans une cellule électrolytique, créant une couche d'oxyde d'aluminium beaucoup plus dure et durable que l'oxyde naturel. Cette couche renforcée offre une résistance supérieure à la corrosion et une protection contre l'usure. Elle prépare également la surface pour la coloration ultérieure.
Épaisseur du film dans l'anodisation CNC : précision et contrôle
L'épaisseur du film d'une couche anodisée peut varier considérablement, allant généralement de 2 à 25 micromètres (µm) pour l'anodisation sulfurique conventionnelle (Type II). L'anodisation dure (Type III) peut atteindre des épaisseurs allant jusqu'à 50 µm ou plus. Un contrôle précis de l'épaisseur du film est essentiel en usinage CNC pour maintenir des tolérances dimensionnelles strictes, en particulier pour les pièces en contact. Nous surveillons méticuleusement le processus pour garantir que l'épaisseur spécifiée est atteinte sans compromettre l'intégrité de la pièce.
Caractéristiques d'adhérence des finitions anodisées sur les pièces CNC
L'adhérence d'une couche anodisée est généralement excellente car elle est créée à partir du matériau de base lui-même, chimiquement liée plutôt que simplement déposée. Cette liaison intégrale signifie que la couche d'oxyde est beaucoup moins susceptible de s'écailler, de se décoller ou de se fendre par rapport à de nombreux revêtements déposés. Pour les composants usinés par CNC, cette adhérence inhérente contribue de manière significative à la durabilité à long terme.
Options de couleur et considérations esthétiques pour l'anodisation CNC
L'anodisation permet une large gamme de couleurs translucides en teignant la couche d'oxyde poreuse avant le scellement. Les couleurs courantes incluent le noir, la transparente, le rouge, le bleu et l'or, offrant une polyvalence esthétique pour diverses applications d'usinage CNC. La teinte finale peut être influencée par la composition spécifique de l'alliage d'aluminium et les paramètres du processus d'anodisation. Cependant, la profondeur et la cohérence de la couleur peuvent varier.
Avantages et limites de l'anodisation dans la fabrication CNC
L'anodisation offre une excellente résistance à la corrosion et à l'usure, une finition esthétique de qualité, et une isolation électrique. Cependant, sa principale limitation est qu'elle est principalement applicable à l'aluminium et à ses alliages. De plus, obtenir une couleur parfaitement cohérente entre différents lots ou géométries complexes peut être difficile pour certaines pièces usinées par CNC.
Caractéristiques de l'anodisation pour pièces en aluminium CNC
| Caractéristique | Description | Valeur/Plage typique |
|---|---|---|
| Métaux applicables | Principalement aluminium et ses alliages | Al 6061, 7075, 5052, etc. |
| Processus | Conversion électrochimique du métal de base en oxyde | Passivation électrolytique |
| Résistance à la corrosion | Excellente | > 1 000 heures de brouillard salin (Type III) |
| Résistance à l'usure | Bonne (Type II) à excellente (Type III) | Dureté de surface accrue |
| Impact dimensionnel | Ajoute aux dimensions ; généralement la moitié de l'épaisseur du film croît dans la pièce, l'autre moitié vers l'extérieur | 0,0001 à 0,002 pouces (2,5 à 50 µm) |
| Propriétés électriques | Isolant | Résistance diélectrique jusqu'à 2 000 V |
Explorer l'électroplacage pour les composants usinés CNC
L'électrolytage, également appelé électrodéposition, est un procédé qui utilise un courant électrique pour réduire les cations métalliques dissous afin qu'ils forment un revêtement métallique cohérent sur une électrode. Cette méthode est très polyvalente et peut être appliquée à un large spectre de matériaux de base utilisés dans l'usinage CNC, y compris l'acier, laiton, le cuivre, et même l'aluminium (avec un pré-traitement spécifique).
Le procédé d'électrolytage pour divers métaux usinés par CNC
Dans l'électrolytage, la pièce usinée par CNC agit comme la cathode, attirant les ions métalliques de la solution pour former une couche uniforme à sa surface. Ce procédé permet le dépôt de divers métaux comme le nickel, le chrome, le zinc, l'or et l'argent, chacun offrant des propriétés distinctes. C'est un procédé clé pour les projets CNC multi-matériaux.
Contrôle de l'épaisseur du film dans les applications d'usinage CNC électrolytique
Les épaisseurs de film électrolytique peuvent varier de quelques micromètres (par exemple, chrome décoratif) à plusieurs centaines de micromètres (par exemple, chrome dur pour les applications d'usure). L'épaisseur est contrôlée par la densité de courant et le temps de dépôt. Pour un usinage CNC de précision, un contrôle minutieux est essentiel pour éviter de modifier les dimensions critiques. Notre installation à Shenzhen gère soigneusement ces paramètres.
Assurer une adhérence supérieure avec des pièces CNC électrolytique
L'adhérence dans l'électrolytage dépend de la préparation de la surface, de la propreté et de la compatibilité métallurgique entre le matériau de base et le métal déposé. Avec un pré-traitement approprié, qui implique souvent le nettoyage, le grattage et l'activation, la couche déposée forme une liaison mécanique forte et souvent métallurgique. Nous privilégions une préparation méticuleuse de la surface pour une adhérence robuste.
Variété de couleurs et de finitions dans l'électrolytage pour les composants CNC
L'électrolytage offre une large gamme de couleurs métalliques opaques et de finitions, du chrome brillant au nickel mat, et même des métaux précieux comme l'or et l'argent. Cela permet de répondre à divers besoins esthétiques dans l'usinage CNC. Le choix du matériau de dépôt détermine la couleur et la brillance de la pièce finie.
Avantages clés et inconvénients de l'électrolytage pour l'usinage CNC
L'électrolytage offre une excellente résistance à la corrosion, une meilleure résistance à l'usure, une conductivité électrique améliorée, et une large gamme d'applications matérielles. Cependant, il peut être plus sujet à la fragilisation par l'hydrogène dans les aciers à haute résistance et nécessite une gestion soigneuse des déchets en raison des produits chimiques impliqués. La sélection précise pour les pièces usinées CNC est cruciale.
Caractéristiques de l'électrolytage pour les pièces métalliques CNC
| Caractéristique | Description | Valeur/Plage typique |
|---|---|---|
| Métaux applicables | Large gamme (acier, laiton, cuivre, aluminium avec pré-traitement) | Ni, Cr, Zn, Au, Ag, Cu, Sn |
| Processus | Dépôt électrolytique d'une couche métallique | Revêtement galvanique |
| Résistance à la corrosion | Variable selon le métal (par exemple, Zinc : Bon ; Chrome : Excellent) | 24 à > 1 000 heures de spray salin |
| Résistance à l'usure | Varie selon le métal (par exemple, Chrome dur : Excellent ; Or doux : Modéré) | Augmentation de la dureté de surface, lubrification |
| Impact dimensionnel | Ajoute aux dimensions ; généralement 100% de film s'accumule à la surface | 0,0002 à 0,004 pouces (5 à 100 µm+) |
| Propriétés électriques | Conducteur (varie selon le métal) | Améliore la conductivité ou offre une protection contre les interférences |

Comparaison directe : anodisation vs électroplacage pour les projets d'usinage CNC
Lorsqu'il s'agit d'un projet d'usinage CNC, comprendre les différences nuancées entre l'anodisation et le placage électrolytique est essentiel. Notre expérience en France nous a appris que le choix optimal dépend fortement des exigences spécifiques de l'application. Nous analysons ces aspects clés pour guider nos clients.
Analyse comparative de l'épaisseur de film dans les finitions d'usinage CNC
L'anodisation construit une couche d'oxyde dans et sur la surface d'aluminium, ce qui signifie qu'environ la moitié de l'épaisseur croît dans la pièce et l'autre moitié vers l'extérieur. Le placage électrolytique, en revanche, ajoute exclusivement du matériau à la surface. Cette différence est cruciale pour maintenir des tolérances strictes dans l'usinage CNC de précision. Les concepteurs doivent prendre en compte cette variation dimensionnelle.
Comparaison de l'épaisseur de film pour les composants usinés CNC
| Caractéristique | Anodisation (Type II/III) | Placage électrolytique (Général) |
|---|---|---|
| Mécanisme | Revêtement de conversion (pousse dans et hors de la surface) | Revêtement additif (s'accumule à la surface) |
| Gamme typique | 2 – 50 µm (0,00008 – 0,002 pouces) | 5 – 100 µm+ (0,0002 – 0,004 pouces+) |
| Impact sur la dimension de la pièce | Environ 50% de l'épaisseur contribue à la croissance dimensionnelle (par exemple, 20µm ajoute 10µm au rayon) | 100% d'épaisseur contribue à la croissance dimensionnelle (par exemple, 20µm ajoute 20µm au rayon) |
| Contrôle de précision | Bon, surtout pour le type II | Bon, dépend du processus et du matériau de placage |
Évaluation des propriétés d'adhérence pour des pièces usinées CNC robustes
L'adhérence de l'anodisation est fondamentalement forte en raison de la nature intégrale de la couche d'oxyde avec l'aluminium de base. Le placage électrolytique repose sur une liaison métallurgique ou mécanique forte, qui dépend fortement de la préparation rigoureuse de la surface et de la compatibilité des métaux. Les deux peuvent offrir une excellente adhérence si elles sont réalisées correctement, mais le mode de défaillance peut différer.
Navigation dans les choix de couleurs et d'esthétique pour les composants CNC
L'anodisation offre des couleurs translucides, permettant à la brillance métallique de l'aluminium de transparaître, offrant une esthétique distincte. Le placage électrolytique fournit des finitions métalliques opaques, allant du brillant au mat, et peut reproduire l'apparence de métaux plus coûteux. Pour la fabrication CNC décorative, ce contraste esthétique est un différenciateur clé.
#### Choix de couleurs et d'esthétique pour les finitions de surface CNC
| Caractéristique | Anodisation (Type II/III) | Placage électrolytique (Général) |
|---|---|---|
| Type de couleur | Translucide, teinte la couche d'oxyde poreuse | Opaque, finition métallique du métal déposé |
| Gamme de couleurs | Limitée par la disponibilité des colorants ; noir, transparent, rouge, bleu, or sont courants | Large, dépend du métal de placage (par exemple, nickel argent, or, chrome) |
| Finition de surface | Conserve la texture du métal de base ; peut être mat ou brillant | Peut être brillant, semi-brillant, mat ou satiné ; masque souvent la texture de base |
| Résistance aux UV | Bonne pour les colorants inorganiques et l'anodisation dure ; les colorants organiques peuvent s'estomper | Généralement très bonne pour les revêtements métalliques |
| Cohérence | Peut varier selon la alliage et la géométrie | Globalement cohérent, mais peut présenter des variations sur des géométries complexes |

Résistance à la corrosion et durabilité pour les pièces usinées CNC
Les deux processus améliorent la résistance à la corrosion, mais par des mécanismes différents. L'anodisation crée une couche d'oxyde passive, tandis que la galvanisation offre une couche barrière d'un métal plus noble ou sacrificiel. Pour de nombreux environnements difficiles, l'anodisation dure sur l'aluminium ou certains revêtements galvanisés comme le nickel-chrome sur Acier offrent une protection robuste pour les composants CNC.
Considérations de compatibilité des matériaux dans le traitement de surface par usinage CNC
L'anodisation concerne principalement l'aluminium. La galvanisation, cependant, est compatible avec une gamme beaucoup plus large de matériaux, y compris l'acier, le cuivre, le laiton, et même plastiques (avec un pré-traitement approprié). Cela rend la galvanisation plus polyvalente pour des projets impliquant des substrats usinés CNC divers.
Implications de coût et délais pour les décisions de finition CNC
Le coût et le délai pour les deux processus varient en fonction de la géométrie de la pièce, du volume, de l'épaisseur spécifiée et de la qualité requise. En général, l'anodisation de base peut être plus économique pour les pièces en aluminium. Cependant, la galvanisation spécialisée pour des applications complexes ou des métaux précieux peut entraîner des coûts plus élevés et des délais plus longs. Notre équipe à Shenzhen fournit des devis détaillés pour assurer la transparence.
Empreinte environnementale de l'anodisation et de la galvanisation dans la production CNC
Les deux processus impliquent des produits chimiques nécessitant une gestion responsable des déchets. Les installations modernes respectent des réglementations environnementales strictes, minimisant leur impact. Nous veillons à ce que nos partenaires de finition respectent les normes les plus élevées, reflétant notre engagement envers des pratiques de usinage CNC durables.
Applications pratiques et critères de sélection pour les traitements de surface en usinage CNC
Prendre la décision finale entre anodisation et galvanisation pour vos pièces usinées CNC nécessite une compréhension approfondie de leurs applications pratiques. Notre objectif est de fournir des conseils exploitables pour optimiser la performance et le rapport coût-efficacité de votre produit.
Quand choisir l'anodisation pour vos besoins en usinage CNC
L'anodisation est le choix privilégié pour les pièces en aluminium usinées CNC lorsque la résistance à la corrosion, la résistance à l'usure et une finition décorative et durable sont essentielles. Elle est idéale pour les composants aérospatiaux, les éléments architecturaux, les boîtiers de consommation l'électronique et les pièces automobiles où la légèreté et la résistance sont critiques. La nature intégrée de la couche d'oxyde la rend très souhaitable pour les composants nécessitant une excellente adhérence.
Quand l'électrolyse se distingue pour les composants CNC exigeants
L'électrolyse brille lorsque vous devez recouvrir des matériaux autres que l'aluminium, ou lorsque des propriétés spécifiques comme une dureté élevée (chrome dur), une conductivité électrique améliorée (or, argent), ou des propriétés magnétiques (nickel) sont nécessaires. Elle est souvent choisie pour les outils industriels, les connecteurs électriques, médical les instruments, et les pièces de machines lourdes fabriquées par usinage CNC. Sa polyvalence dans l'application des matériaux est un avantage significatif.
Aborder les préoccupations courantes de qualité dans les finitions de surface par usinage CNC
Les problèmes de qualité courants incluent une épaisseur de film incohérente, une mauvaise adhérence entraînant un décollement, ainsi que des couleurs inégales ou des défauts de surface. Pour y remédier, nous mettons en œuvre des contrôles qualité stricts à chaque étape, de la préparation de la surface des pièces usinées par CNC à l'inspection après traitement. Nos techniciens expérimentés comprennent les subtilités de chaque processus.
Assurer une qualité constante et une livraison ponctuelle dans la finition CNC
Une qualité fiable et une livraison à temps sont non négociables. Chez ly-machining à Shenzhen, nous collaborons avec des installations de finition certifiées qui utilisent des équipements avancés et respectent des contrôles de processus stricts. Nous maintenons des canaux de communication ouverts pour gérer les attentes et résoudre rapidement tout problème, garantissant que vos projets d'usinage CNC restent sur la bonne voie. Cette approche proactive minimise les retards et assure des résultats optimaux.

Choix stratégique de la finition de surface pour des résultats optimaux en usinage CNC
Le choix entre anodisation et électroplacage est stratégique, influençant profondément la fonctionnalité, l'esthétique et la viabilité économique de vos produits usinés par CNC. Ce n'est pas une décision universelle. Mon expérience souligne l'importance d'une analyse détaillée des exigences d'application, des propriétés des matériaux et des facteurs environnementaux.
Prendre des décisions éclairées pour vos produits usinés par CNC
En évaluant soigneusement les besoins en épaisseur de film, en adhérence et en résultats esthétiques souhaités, ainsi que la compatibilité des matériaux et le coût, vous pouvez faire un choix éclairé. Notre équipe chez ly-machining est là pour vous conseiller sur les besoins spécifiques de votre projet d'usinage CNC. Nous apportons notre expertise pour vous aider à naviguer dans ces choix complexes, en veillant à ce que vos pièces reçoivent la finition optimale Traitement de surface pour leur usage prévu.
Questions connexes sur les finitions de surface en usinage CNC
Q1 : Quelle finition offre une meilleure résistance à l'usure pour les pièces usinées par CNC soumises à de fortes contraintes ?
Pour les pièces en aluminium usinées par CNC soumises à de fortes contraintes, l'anodisation dure (Type III) offre généralement une résistance à l'usure supérieure en raison de sa couche d'oxyde nettement plus épaisse et plus dense. Pour d'autres matériaux de base, des options spécifiques d'électroplacage comme le chrome dur ou le nickel sans plomb peuvent offrir une résistance exceptionnelle à l'usure, dépassant souvent l'anodisation en termes de dureté de surface. Le choix dépend fortement du matériau de base et de l'application spécifique.
Q2 : L'anodisation et l'électroplacage peuvent-ils être appliqués aux composants en acier inoxydable usinés par CNC ?
Non, l'anodisation est principalement destinée à l'aluminium et à ses alliages. L'acier inoxydable ne peut pas être anodisé dans le sens traditionnel. Cependant, l'électroplacage peut être appliqué aux composants en acier inoxydable usinés par CNC. Les options courantes d'électroplacage pour l'acier inoxydable incluent le nickel pour la résistance à la corrosion, le chrome pour une finition dure et décorative, ou même l'or pour la conductivité électrique ou des exigences esthétiques spécifiques. Une activation de surface appropriée de l'acier inoxydable est essentielle pour une bonne adhérence.
Q3 : Comment ly-machining garantit-elle le contrôle qualité des finitions de surface sur des pièces CNC complexes ?
Chez ly-machining à Shenzhen, nous assurons le contrôle qualité des finitions de surface sur des pièces CNC complexes grâce à une approche multifacette. Cela inclut : des inspections pré-traitement strictes pour garantir que la surface de la pièce usinée par CNC est optimale pour la finition ; la collaboration exclusive avec des installations de finition certifiées ISO qui utilisent des équipements de pointe et suivent des paramètres de processus stricts ; la réalisation d'inspections post-finition pour la épaisseur du film (par exemple, courant de Foucault ou micromètre), l'adhérence (par exemple, test de ruban adhésif ou test croisé) et l'apparence visuelle (par exemple, cohérence de la couleur, absence de défauts). Nous mettons également en œuvre des protocoles de communication robustes avec nos partenaires de finition pour traiter et résoudre tout problème de manière proactive, garantissant la plus haute qualité pour nos clients.


