

Marre des retards de projet et des problèmes de qualité dus à des tolérances d'usinage CNC peu claires ? Vous avez méticuleusement conçu vos pièces, mais sans spécifier les tolérances générales correctes, vous laissez des dimensions critiques au hasard, ce qui entraîne des reprises coûteuses et des incohérences frustrantes. Et si vous pouviez garantir que chaque pièce répond à vos attentes sans détailler minutieusement chaque tolérance ?
La norme ISO 2768-mk fournit un cadre clair pour les tolérances générales en usinage CNC, couvrant à la fois les dimensions linéaires et angulaires ainsi que les tolérances géométriques. En faisant référence à ISO 2768-mk sur vos dessins, vous simplifiez le processus de conception et communiquez efficacement vos exigences de qualité, garantissant que vos pièces usinées en CNC sont fabriquées avec une précision cohérente.
Ce guide démystifiera la norme ISO 2768, vous aidant à choisir la bonne classe de tolérance pour vos projets d'usinage CNC. De plus, nous explorerons comment l'application de ces normes peut rationaliser la communication avec des fabricants comme ly-machining. Par conséquent, cela conduira à un meilleur contrôle de la qualité et à des résultats plus fiables pour vos composants usinés en CNC.
Comprendre les bases de l'ISO 2768
ISO 2768 est une norme internationale largement reconnue qui simplifie les dessins techniques. Elle spécifie des tolérances générales pour les dimensions linéaires et angulaires, ainsi que pour les tolérances géométriques, applicables lorsqu'aucune tolérance spécifique n'est indiquée sur le dessin. Cette approche permet aux concepteurs de gagner un temps et des efforts considérables.
La norme est divisée en deux parties principales :
- ISO 2768-1 : Concerne les tolérances générales pour les dimensions linéaires et angulaires.
- ISO 2768-2 : Concerne les tolérances géométriques pour les caractéristiques.
En utilisant la norme ISO 2768, vous créez une base pour la qualité de vos projets d'usinage CNC. Cela garantit que le fabricant, comme ly-machining, comprend la précision attendue pour les caractéristiques sans spécifications de tolérance individuelles. Cette pratique est fondamentale dans la précision Fraisage CNC.
Décoder les classes de tolérance : f, m, c, v
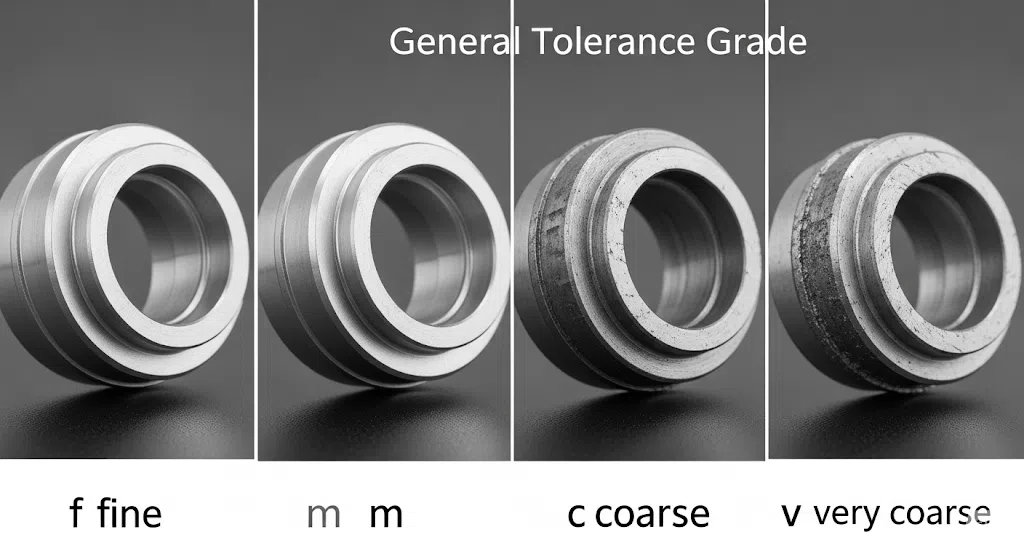
ISO 2768-1 définit quatre classes de tolérance pour les dimensions linéaires et angulaires : ‘f’ (fine), ‘m’ (moyenne), ‘c’ (grossière), et ‘v’ (très grossière). La classe ‘m’ est la plus couramment utilisée dans l'usinage CNC général. Choisir la classe appropriée est crucial pour équilibrer précision et coût.
Voici une répartition des classes :
Choisir une classe de tolérance plus fine augmente les coûts de fabrication, car cela nécessite souvent des processus d'usinage CNC plus précis et un contrôle qualité plus strict. Par conséquent, spécifier ‘m’ (comme dans ISO 2768-m) est souvent le choix le plus économique pour les composants standard.
La composante géométrique : ISO 2768-2 et classes de tolérance K, L, H
Alors que la partie 1 couvre les dimensions, ISO 2768-2 traite des aspects géométriques d'une pièce — sa forme, son profil et son orientation. Elle introduit trois classes de tolérance géométrique : ‘H’ (haute précision), ‘K’ (précision standard) et ‘L’ (précision inférieure). Lorsque vous voyez une désignation comme ISO 2768-mk, elle combine une classe de tolérance dimensionnelle (‘m’) avec une classe de tolérance géométrique (‘k’).
Cette combinaison offre un cadre complet pour vos besoins en usinage CNC. La classe ‘k’ dans ISO 2768-mk convient à la plupart des applications de fraisage CNC générales, garantissant que des caractéristiques telles que la planéité, la rectitude et la perpendicularité sont contrôlées dans des limites acceptables sans coût excessif.
Pour un usinage CNC de haute précision où les pièces doivent s'assembler parfaitement, une désignation comme ISO 2768-fh pourrait être plus appropriée. Inversement, pour des pièces non critiques, ISO 2768-cl suffirait. Comprendre ce système est essentiel pour une communication efficace avec votre partenaire de fabrication.
Application pratique : comment spécifier ISO 2768-mk sur les dessins
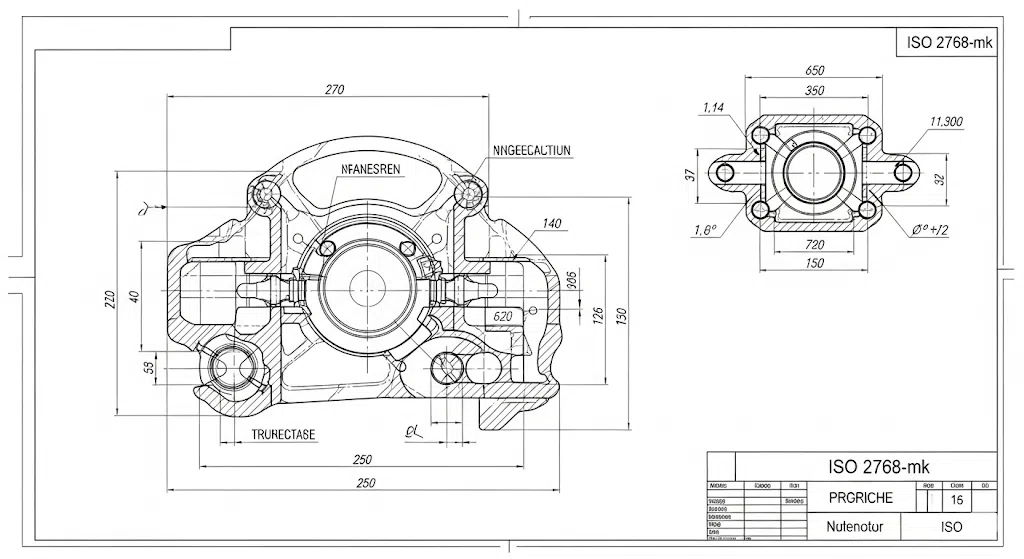
Appliquer ISO 2768-mk à vos projets d'usinage CNC est simple. Il vous suffit d’ajouter une note dans la zone de titre ou la section des notes générales de votre dessin technique. La note doit clairement indiquer “ISO 2768-mk”.
Cette seule note informe l’atelier d’usinage, comme ly-machining, d’appliquer la classe ‘moyenne’ pour toutes les dimensions linéaires et angulaires sans tolérance et la classe ‘k’ pour toutes les caractéristiques géométriques sans tolérance. Cela simplifie le dessin et évite toute ambiguïté lors du processus de fraisage CNC.
En standardisant vos dessins avec cette spécification, vous rationalisez le processus de devis et réduisez le risque d’interprétation erronée. C’est une bonne pratique qui démontre une approche professionnelle de l’usinage CNC et du contrôle qualité.

Questions Fréquemment Posées (FAQ)
1. Quelle est la différence entre ISO 2768-m et ISO 2768-mk ? ISO 2768-m ne concerne que les tolérances générales pour les dimensions linéaires et angulaires (à partir de la partie 1 de la norme), en spécifiant la classe ‘moyenne’. Cependant, ISO 2768-mk est plus complet. Il combine la classe de tolérance dimensionnelle ‘moyenne’ (‘m’) avec la classe de tolérance géométrique ‘K’ de ISO 2768-2, couvrant des aspects tels que la planéité et la perpendicularité pour des caractéristiques sans appels spécifiques.

2. Quand devrais-je éviter d'utiliser des tolérances générales comme ISO 2768 ? Vous devriez éviter d'utiliser des tolérances générales pour des caractéristiques critiques où des tolérances spécifiques et plus strictes sont nécessaires pour la fonction, l'ajustement ou l'assemblage de la pièce. Par exemple, les alésages de roulements, les surfaces à ajustement presse ou les caractéristiques d'interface critiques dans un projet d'usinage CNC nécessitent des tolérances explicites sur le dessin pour garantir la performance. Les tolérances générales sont destinées aux dimensions non critiques.
3. Comment la spécification de ISO 2768-mk influence-t-elle le coût de l'usinage CNC ? La spécification ISO 2768-mk représente généralement un choix économique pour de nombreuses applications d'usinage CNC et de fraisage CNC. Les classes ‘moyenne’ et ‘k’ offrent un bon équilibre entre précision et fabricabilité. Opter pour une classe plus fine, comme ‘f’ ou ‘h’, augmenterait le temps de fabrication, les efforts d'inspection et les exigences en outillage, augmentant ainsi le coût global. Rester sur ISO 2768-mk permet de maintenir des coûts prévisibles pour les composants standard.


