

Surmontez rapidement les défauts de l'usinage CNC du laiton en optimisant le choix des matériaux, les outils, les paramètres de coupe et en mettant en œuvre un contrôle qualité robuste pour une précision et une fiabilité supérieures des pièces.
Les défauts courants de l'usinage CNC du laiton sabotent-ils vos délais de projet et votre rentabilité ? Les bavures indésirables, les dimensions incohérentes et les mauvaises finitions de surface peuvent entraîner des reprises coûteuses et des retards importants.
Ces défis peuvent compromettre même les composants conçus avec la plus grande minutie, transformant des projets prometteurs en revers frustrants.
Découvrez comment nos stratégies éprouvées et nos insights d'experts chez ly-machining peuvent éliminer ces obstacles, garantissant une précision et une qualité inégalées dans chaque laiton composant que nous produisons.

Défauts courants de l'usinage CNC du laiton
Comprendre la nature spécifique du laiton usinage CNC est la première étape vers leur prévention efficace. D'après notre expérience, de nombreux problèmes proviennent des propriétés métallurgiques uniques du laiton.
Identifier ces problèmes courants et leurs causes profondes nous permet de mettre en œuvre des solutions ciblées, assurant une qualité constante. Cette section détaille les défis fréquents rencontrés dans l'usinage du laiton.
Défauts de finition de surface & causes
Une mauvaise finition de surface sur les composants en laiton peut se manifester par une rugosité, des piqûres ou une décoloration, impactant à la fois l'esthétique et la performance fonctionnelle. C'est une préoccupation fréquente pour les applications de précision.
De tels défauts résultent souvent de paramètres de coupe incorrects, d'outils usés ou d'une évacuation inadéquate des copeaux, entraînant des bavures ou une recoupe du matériau. Les impuretés du matériau peuvent également contribuer à une surface dégradée.
| Défaut | Apparence | Cause profonde |
|---|---|---|
| Rugosité | Surface terne, inégale, texturée | Avance/vitesse incorrecte, outils usés, mauvais flux de copeaux |
| Piqûres | Petites indentations en forme de cratère | Inclusions de matériau, recoupe de puce, mauvais liquide de refroidissement |
| Décoloration | Assombrissement ou couleur incohérente | Températures de coupe élevées, liquide de refroidissement inapproprié |
| Effacement | Aspect brillant et étalé | Vitesse de coupe faible, angle positif trop petit |
Problèmes d'imprécision dimensionnelle
Les imprécisions dimensionnelles, telles que des pièces ne respectant pas des tolérances strictes ou présentant des mesures incohérentes, sont des défauts critiques dans l'usinage précis du laiton. Cela peut entraîner des défaillances lors de l'assemblage.
Les causes principales incluent l'expansion thermique de la pièce en laiton lors de l'usinage, une rigidité insuffisante de la machine entraînant une déviation de l'outil, ou des composants de machine usés. Un serrage inadéquat peut également contribuer.
| Facteur | Impact sur la précision | Conseil de mitigation |
|---|---|---|
| Expansion thermique | Les dimensions de la pièce changent avec la température | Refroidissement contrôlé, environnement stable |
| Rigidité de la machine | Vibrations, déviation de l'outil | Machine robuste, fixation appropriée |
| Usure des Outils | Modifie le diamètre de coupe effectif | Inspection régulière des outils, revêtements optimaux |
| Pression de serrage | Déformation de la pièce, mouvement lors de la coupe | Serrage équilibré, fixations personnalisées |
Ébavurage et rupture de bord
La formation d’ébavures et les cas de rupture de bord sont des défauts courants dans l’usinage CNC du laiton, en particulier sur des caractéristiques délicates ou des parois fines. Les ébavures nécessitent des opérations post-usinage supplémentaires.
Ces problèmes sont souvent causés par des outils de coupe émoussés, une force de coupe insuffisante à la sortie ou des vitesses d’avance incorrectes. La ductilité inhérente à certains alliages de laiton joue également un rôle dans la formation d’ébavures.
Défis de contrôle des copeaux
Contrôler les copeaux lors de l’usinage du laiton est essentiel pour maintenir la stabilité du processus et éviter les défauts de surface. Le laiton peut produire des copeaux longs et filandreux s’ils ne sont pas gérés correctement.
Cela conduit souvent à une recoupe des copeaux, à leur emmêlement avec l’outil ou la pièce, et à des dommages potentiels à la finition de surface ou à l’outil. Les principales causes sont une géométrie d’outil inappropriée et des paramètres de coupe inadéquats.
| Défi | Cause | Solution |
|---|---|---|
| Copeaux longs et filandreux | Absence de brise-copeaux, faible avance | Ajuster la géométrie de l’outil, augmenter l’avance |
| Recoupe des copeaux | Copeaux qui ne s’évacuent pas, qui réintègrent la coupe | Optimiser le liquide de refroidissement, améliorer l’écoulement des copeaux |
| Enroulement des copeaux | Copeaux qui s’emmêlent autour de l’outil ou de la pièce | Fraises polies, liquide de refroidissement à haute pression |
Usure et rupture de l’outil
Une usure rapide de l’outil et une rupture inattendue sont des préoccupations majeures qui interrompent la production et augmentent les coûts. Le laiton, bien que généralement considéré comme facile à usiner, peut rester abrasif.
Des températures de coupe élevées, un matériau ou un revêtement d’outil incorrects, et des vitesses d’avance excessives contribuent à une usure accélérée. Les vibrations et une mauvaise configuration de l’outil peuvent également entraîner une défaillance catastrophique de l’outil.

Prévention proactive des défauts de laiton
Prévenir les défauts dans l'usinage CNC du laiton nécessite une approche systématique et multifacette. Chez ly-machining, nous combinons des décennies d'expérience pratique avec une technologie de pointe.
Cette stratégie proactive vise à optimiser chaque étape du processus de fabrication, de la sélection des matériaux aux traitements post-usinage. Notre objectif est zéro défaut, garantissant une qualité supérieure.
Sélection optimale des matériaux
Choisir le bon alliage de laiton est fondamental pour obtenir des pièces usinées de haute qualité et prévenir les défauts. Différents grades de laiton offrent des machinabilités et des propriétés mécaniques variées.
Par exemple, C36000 (Laiton à haute machinabilité) est excellent pour les géométries complexes en raison de sa teneur en plomb facilitant la rupture des copeaux. D'autres alliages comme C26000 (Laiton à cartouche) sont plus ductiles mais plus difficiles à usiner.
| Alliage de laiton | Propriétés clés | Usinabilité | Applications typiques |
|---|---|---|---|
| C36000 | Haute machinabilité, bonne résistance | Excellente | Raccords, pièces de valve, engrenages, quincaillerie |
| C38500 | Bronze architectural, bonne résistance | Bonne | Finitions architecturales, travaux ornementaux |
| C26000 | Haute ductilité, bonne formabilité | Modérée | Munitions, pièces automobiles, électriques |
| C46400 | Laiton naval, bonne résistance à la corrosion | Bonne | Quincaillerie marine, plaques de condensateur |
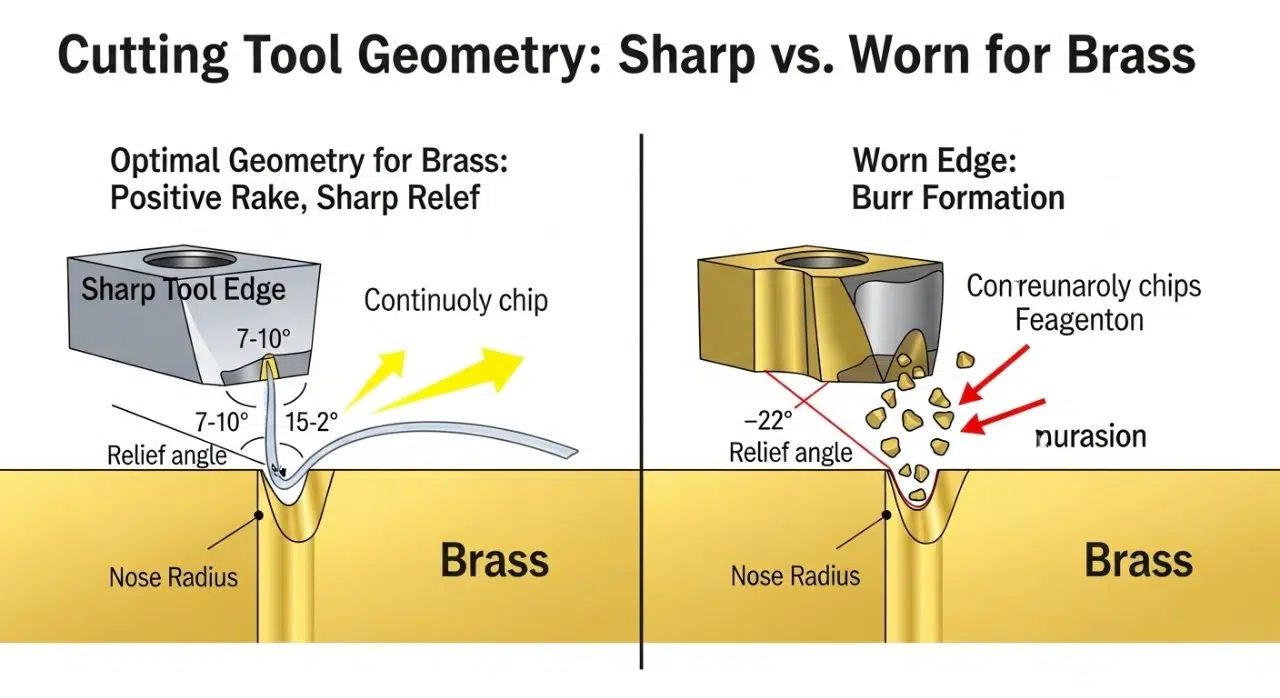
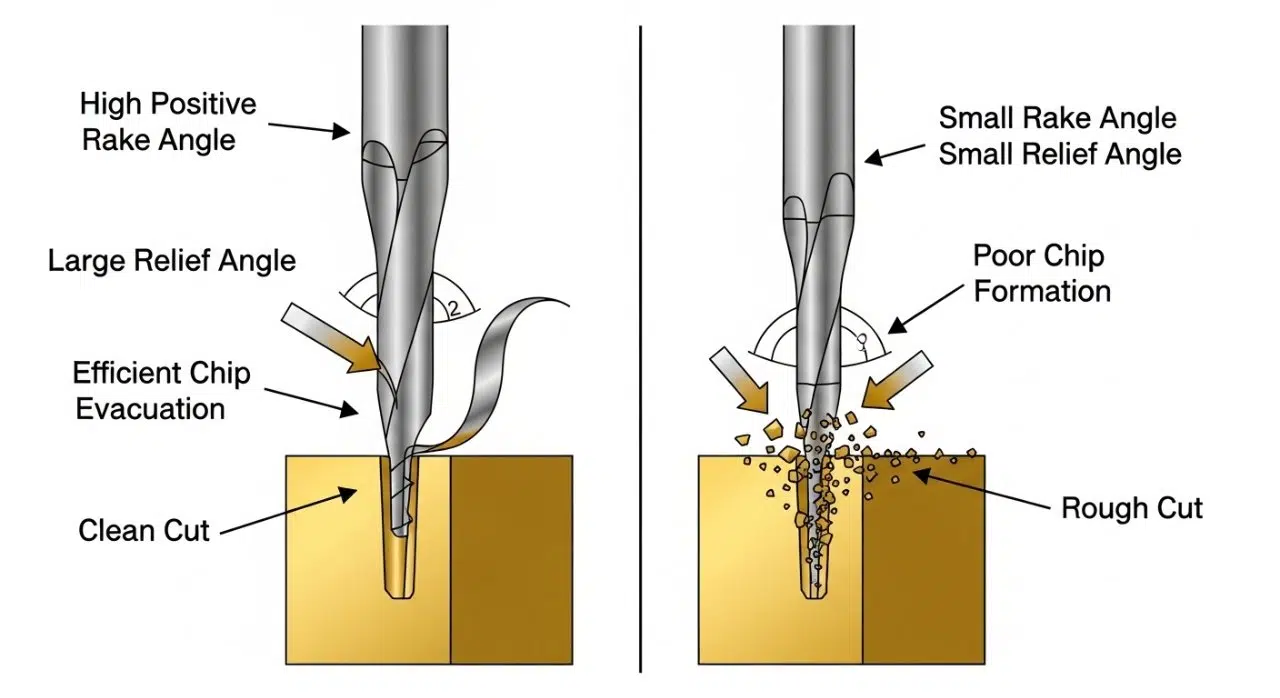
Stratégie d'outillage & Géométrie
Le bon outillage est essentiel pour une prévention efficace des défauts dans l'usinage du laiton. Des outils conçus spécifiquement pour le laiton, avec des caractéristiques telles que des angles d'attaque positifs élevés et des arêtes de coupe tranchantes, sont indispensables.
Ces géométries favorisent une coupe nette du matériau, réduisent la formation de bavures et améliorent le contrôle des copeaux. Les cannelures polies facilitent également l’évacuation des copeaux, évitant leur recoupe.
Avances, vitesses et profondeur de coupe
L'optimisation des paramètres de coupe (avances, vitesses et profondeur de coupe) est primordiale pour la prévention de l'usinage du laiton. Ces paramètres doivent être soigneusement équilibrés pour minimiser la génération de chaleur et réduire l'usure des outils.
Une vitesse trop faible peut provoquer un flou, tandis qu'une vitesse trop élevée génère une chaleur excessive. La charge de coupe appropriée est cruciale pour casser efficacement les copeaux et éviter les copeaux filandreux.
| Paramètre | Plage typique (ligne directrice générale) | Notes |
|---|---|---|
| Vitesse de coupe (SFM) | 200 – 800 | Dépend de l'alliage, du matériau de l'outil, de la rigidité de la machine. Plus élevée pour C36000 |
| Vitesse d'avance (IPR) | 0.002 – 0.015 | Critique pour la rupture des copeaux et la finition de la surface. Ajuster en fonction de la profondeur. |
| Profondeur de coupe (DOC) | 0,020 – 0,200 (Radial) | Équilibrer avec la rigidité et la puissance. Coupes légères pour la finition. |
Application efficace du liquide de refroidissement
Une application efficace du liquide de refroidissement est une stratégie clé dans la prévention de l'usinage du laiton. Le liquide de refroidissement dissipe non seulement la chaleur, évitant l'expansion thermique et la décoloration, mais lubrifie également la zone de coupe.
De plus, les systèmes de liquide de refroidissement à haute pression sont inestimables pour évacuer les copeaux de la zone de coupe, empêchant la recoupe des copeaux et favorisant une finition de surface supérieure. Nous utilisons une livraison avancée du liquide de refroidissement.

Rigidité et maintenance de la machine
La rigidité et la précision de la machine CNC sont fondamentales pour éviter les inexactitudes dimensionnelles et assurer un contrôle qualité constant de l'usinage du laiton. Une machine robuste minimise les vibrations et la déviation de l'outil.
Une maintenance régulière et planifiée, incluant l'étalonnage et l'inspection des broches, des guides et des mécanismes de serrage, est essentielle. Cette approche proactive garantit une précision et une fiabilité à long terme.
Processus post-usinage
Même avec un usinage très précis, les processus post-usinage sont cruciaux pour le contrôle qualité final de l'usinage du laiton. Ceux-ci incluent un débrutage minutieux, un nettoyage, et parfois des traitements de surface spécialisés.
Un débrutage soigneux élimine tout résidu de bavures pouvant compromettre la fonctionnalité ou l'esthétique. Un nettoyage approprié garantit qu'aucun résidu de liquide de refroidissement ou de fines de métal ne reste, évitant ainsi la corrosion ou la contamination futures.

Pourquoi nous choisir pour l'usinage du laiton ?
Chez ly-machining, notre engagement envers l'excellence va au-delà de la simple fabrication de pièces ; nous nous consacrons à fournir des solutions complètes d'usinage du laiton. Notre expertise repose sur des décennies d'expérience dans l'industrie.
Nous combinons une technologie avancée avec une compréhension approfondie de la métallurgie et de l'ingénierie de précision. Nous choisir, c'est s'associer à un leader dans la prévention des défauts et le contrôle qualité rigoureux.
Notre expertise avancée en CNC
Notre équipe se compose d'ingénieurs et de techniciens hautement qualifiés avec une expertise approfondie en usinage CNC de laiton. Nous excellons dans l'analyse de conception pour la fabricabilité (DFM), en optimisant les conceptions pour l'efficacité des coûts.
Nous abordons les géométries les plus complexes et les tolérances strictes avec confiance, en utilisant nos machines CNC multi-axes de pointe. Notre expérience nous permet de prévenir les défauts courants de l'usinage CNC de laiton.
Contrôle qualité de précision
La qualité n'est pas simplement un département ; elle est intégrée à chaque étape de notre processus. Nous respectons strictement les normes internationales telles que ISO 9001 et AS9100, en réalisant des inspections rigoureuses en cours de fabrication et finales.
En utilisant des équipements de métrologie avancés comme les CMM, inspection optique les comparateurs et les testeurs de rugosité de surface, nous garantissons que chaque composant en laiton répond ou dépasse les exigences spécifiées pour le contrôle qualité de l'usinage CNC de laiton.

Structure tarifaire transparente
Nous croyons en la confiance mutuelle grâce à la transparence dans toutes nos transactions. Notre structure tarifaire pour les solutions d'usinage de laiton est simple et compétitive, offrant une valeur claire sans coûts cachés.
Les clients reçoivent des devis détaillés qui reflètent le coût réel de la précision, de la qualité et de la livraison fiable. Nous visons à fournir des solutions économiques sans jamais compromettre l'intégrité ou la performance des pièces.
Votre partenaire fournisseur fiable
En tant que fabricant direct, ly-machining offre une fiabilité et un contrôle inégalés sur l'ensemble du processus de production. Cette approche directe se traduit par une qualité constante et des délais prévisibles.
Nous sommes fiers de bâtir des partenariats à long terme, en travaillant en collaboration avec nos clients pour relever leurs défis les plus complexes en usinage de laiton. Vous pouvez nous faire confiance pour fournir des solutions d'usinage de laiton exceptionnelles à chaque fois.

Votre partenaire en solutions d'usinage de laiton
Chez ly-machining, nous sommes plus qu'un simple fournisseur ; nous sommes votre partenaire dédié à la fabrication de composants en laiton de qualité supérieure. Notre expertise approfondie en prévention des défauts garantit la réussite de vos projets.
Obtenez un devis personnalisé dès aujourd'hui
Prêt à relever vos défis d'usinage de laiton et à garantir des pièces exemptes de défauts et de haute qualité ? Contactez dès aujourd'hui notre équipe d'ingénierie pour un devis transparent et une consultation personnalisée pour votre prochain projet.
Section FAQ
Quelles sont les causes des bavures dans le laiton ?
Les bavures dans le laiton sont souvent causées par la ductilité du matériau et des paramètres de coupe incorrects. Des outils émoussés, des avances insuffisantes ou une géométrie d'outil inappropriée peuvent entraîner une déformation plastique.
Cette déformation, au lieu d'une coupe nette, entraîne un matériau indésirable dépassant du bord souhaité. Un outillage et des paramètres optimaux sont essentiels.
Comment améliorer la finition de surface du laiton ?
Pour améliorer la finition de surface du laiton, concentrez-vous sur des outils de coupe tranchants, très polis, avec des angles d'attaque positifs. Optimisez vos vitesses de coupe et vos avances pour éviter les bavures et la surchauffe.
Assurez une évacuation efficace des copeaux et une application cohérente du liquide de refroidissement. Utiliser des passes de finition plus fines avec des outils appropriés donnera également des résultats plus lisses.
Pourquoi l'usinage CNC du laiton est-il difficile ?
L'usinage CNC du laiton peut être difficile en raison de ses alliages variés et de leurs propriétés spécifiques. Certains laitsons sont très tendres et ductiles, ce qui entraîne de longs copeaux et des bavures.
D'autres sont abrasifs, provoquant une usure rapide des outils. Gérer l'expansion thermique et maintenir des tolérances strictes ajoute également à la complexité.


