

Birçok işletme, alüminyum CNC işlenmiş parçaların kötü görünümlü beyaz veya siyah renk değişimleri geliştirmesiyle önemli zorluklar yaşar; bu da maliyetli reddedilmeler ve üretim gecikmelerine yol açar. Bu yüzey kusurları sadece estetik çekiciliği bozmakla kalmaz, aynı zamanda altta yatan malzeme veya süreç tutarsızlıklarını da gösterebilir, ürün güvenilirliğini ve marka itibarını zedeler. ly-machining olarak, derin teknik uzmanlığımızı kaynak üretici olarak kullanarak bu sorunların temel nedenlerini hassasiyetle belirliyoruz ve alüminyum bileşenlerinizin temiz yüzey kalitesini korumasını sağlayan sağlam, kişiselleştirilmiş çözümler sunuyoruz.
Alüminyum CNC işleme Yüzey renk değişimi, genellikle beyaz veya siyah lekeler şeklinde ortaya çıkar ve genellikle malzeme safsızlıkları, uygun olmayan kesici sıvı yönetimi, yanlış işleme parametreleri veya yetersiz sonrası işlemden kaynaklanır. Bu sorunların çözümü, malzeme analizi, süreç optimizasyonu ve katı kalite kontrol protokolleri içeren sistematik bir yaklaşım gerektirir.

Alüminyum CNC İşlemede Beyaz Renk Değişimini Anlama
İşlenmiş yüzeylerde alüminyum sıklıkla sütlü lekeler, çizgiler veya mat, tozlu bir film şeklinde görünür. Bu fenomen estetik çekiciliği önemli ölçüde azaltır ve bazen yüzey bütünlüğünü tehlikeye atabilir. Kesin nedenin belirlenmesi, etkili çözüm için çok önemlidir.
Bu sorun genellikle kimyasal reaksiyonlar veya fiziksel değişiklikler sırasında ve sonrası işlemler sırasında ortaya çıkar. Kapsamlı analizimiz, bu zararlı faktörleri ortadan kaldırmaya odaklanarak optik kaliteyi yeniden sağlar.
Malzeme Seçimi ve Ön İşlem Etkisinin Rolü
Alüminyum alaşımının doğasında bulunan özellikler, beyaz renk değişimine karşı hassasiyetinde kritik bir rol oynar. Özellikle yüksek silikon içeriğine veya belirli temper durumlarına sahip alaşımlar, işleme ortamlarına farklı tepki verebilir.
İşleme öncesinde malzeme depolama hataları, yüzey oksitlenmesine veya kontaminasyona neden olabilir ve bu da katkıda bulunabilir. Ön işlem sırasında oluşan yüzey filmleri, tam olarak kaldırılmazsa, kesici sıvılar veya temizlik maddeleriyle olumsuz etkileşime girebilir.
Tablo: Alüminyum Alaşımının Beyaz Renk Değişimine Duyarlılığı
| Alaşım Türü | Birincil Özellikler | Duyarlılık Faktörü |
|---|---|---|
| 6061 | İyi dayanıklılık-ağırlık oranı, kaynak yapılabilirlik | Orta |
| 7075 | Yüksek dayanıklılık, havacılıkta yaygın | Yüksek (gerilme korozyonu) |
| 5052 | İyi korozyon direnci, şekillendirilebilirlik | Düşük |
| Dökmeli Alüminyum Alaşımları | Gözenekli yapı, çeşitli bileşim | Yüksek (yüzey reaktivitesi) |
Kesme Yağı Seçimi ve Soğutma Yöntemleri ile İlgili Sorunlar
Kesme yağları, talaşları yağlamak, soğutmak ve temizlemek için tasarlanmıştır. Ancak, yanlış yağ seçimi veya kötü bakım, beyaz renk değişiminin ana nedeni olabilir. Emülsiyonlu kesme yağları, bozulmaya bırakılırsa veya konsantrasyonları yanlış olursa, kalıntılar bırakabilir.
Kesme yağının pH dengesi de kritiktir; yüksek alkali yağlar alüminyum yüzeyleri aşındırabilir. Yetersiz soğutma, lokal aşırı ısınmaya neden olabilir, bu da yüzey metalurjisini etkiler ve olumsuz reaksiyonları teşvik eder.
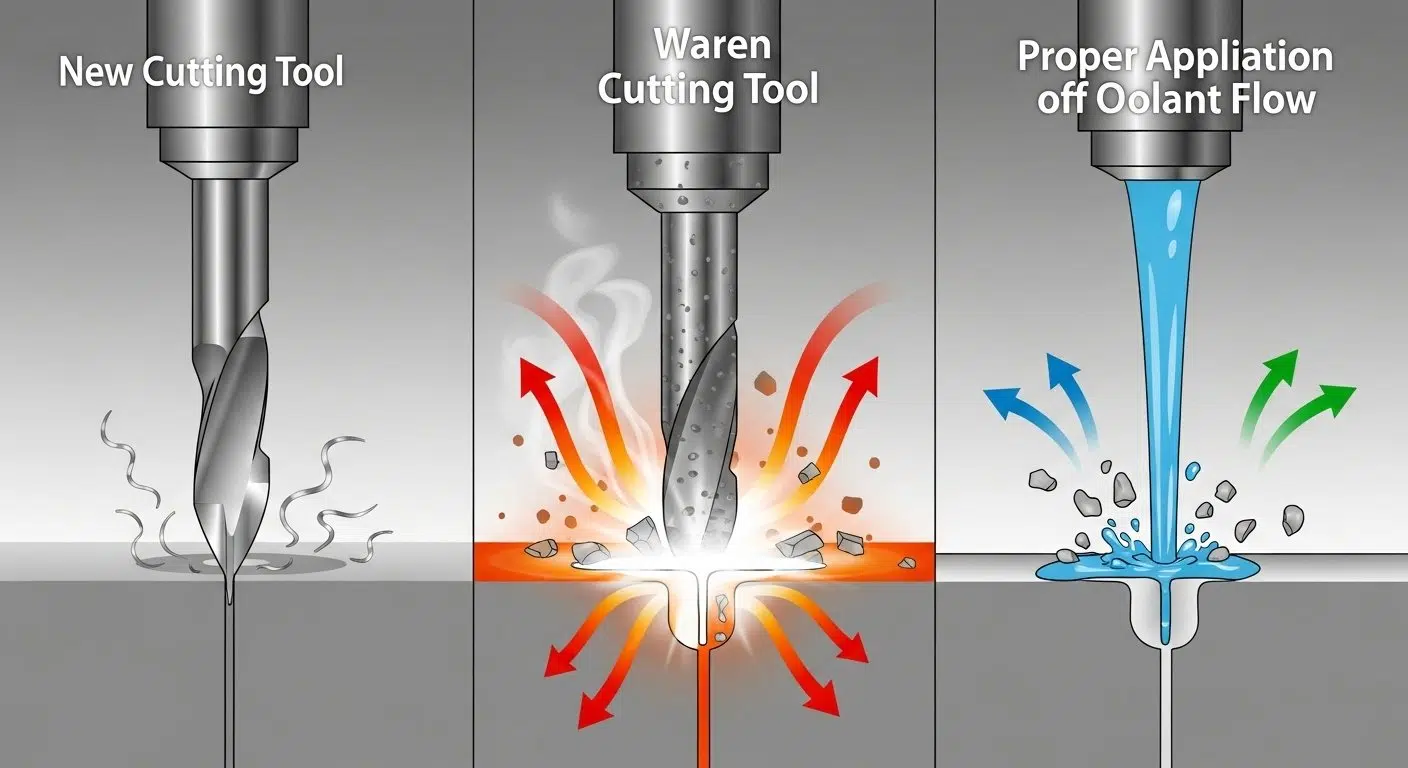
Takım Aşınması ve Uygunsuz Kesme Parametreleri
Bulanık veya yanlış seçilmiş kesici takımlar, işleme sırasında aşırı sürtünme ve ısı üretir. Bu termal stres, alüminyum yüzeyini değiştirerek renk değişimine daha yatkın hale getirir. Aşınmış takımlar ayrıca kötü yüzey kalitesi üretir ve bu, beyaz bir pus gibi görünebilir.
Aşırı yüksek hızlar veya beslemeler gibi uyumsuz kesme parametreleri, ısı üretimini artırır. Bu, lokal tavlama veya mikro çiziklere yol açarak yüzeyin ışık yansıma özelliklerini değiştirir ve beyazımsı bir görünüm oluşturur.
Yanlış Son İşlem, Beyaz Lekelere Neden Olabilir
İşlem sonrası temizlik ve kurutma süreçleri kritiktir. Özellikle alüminyumla uyumsuz güçlü asit veya baz içeren sert temizlik maddeleri kullanmak, yüzeyi kimyasal olarak aşındırabilir ve mat, beyaz bir kaplama oluşturabilir.
Temizlik çözücülerin tam durulanmaması veya yetersiz kurutma, kimyasal kalıntıların buharlaşmasına ve beyaz lekelerin oluşmasına neden olur. Kurutma sırasında ortamda bulunan bazı kirleticilere maruz kalmak da kalıntılarla reaksiyona girebilir.
Alüminyum CNC İşlemde Siyah Renk Değişiminin Çözüm Zorlukları
Siyah renk değişimi, işlenmiş alüminyum yüzeyde koyu çizgiler, lekeler veya genel kararma şeklinde kendini gösterir. Bu kusur genellikle oksidasyon, korozyon veya alüminyumla kimyasal reaksiyona giren kirleticilerin sonucu olur.
Özel kimyasal etkileşimleri ve çevresel faktörleri anlamak, kararmayı önlemede önemlidir. Sistematik yaklaşımımız, bu temel nedenlere odaklanır.
Malzeme Alaşım İçeriği ve Kirleticilerin Etkisi
Alüminyum malzeme içindeki bazı alaşım elementleri ve kirleticilerin varlığı, kararmaya karşı duyarlılığı artırabilir. Örneğin, daha yüksek bakır veya demir içeren alaşımlar, belirli koşullarda oksidasyon ve korozyona daha yatkındır.
Bu elementlerin yüzeydeki dahil olması veya ayrışması, katodik bölgeler oluşturarak elektro-kimyasal reaksiyonları hızlandırabilir. Yüksek kaliteli, sertifikalı malzeme temini, önlemenin temel adımlarındandır.
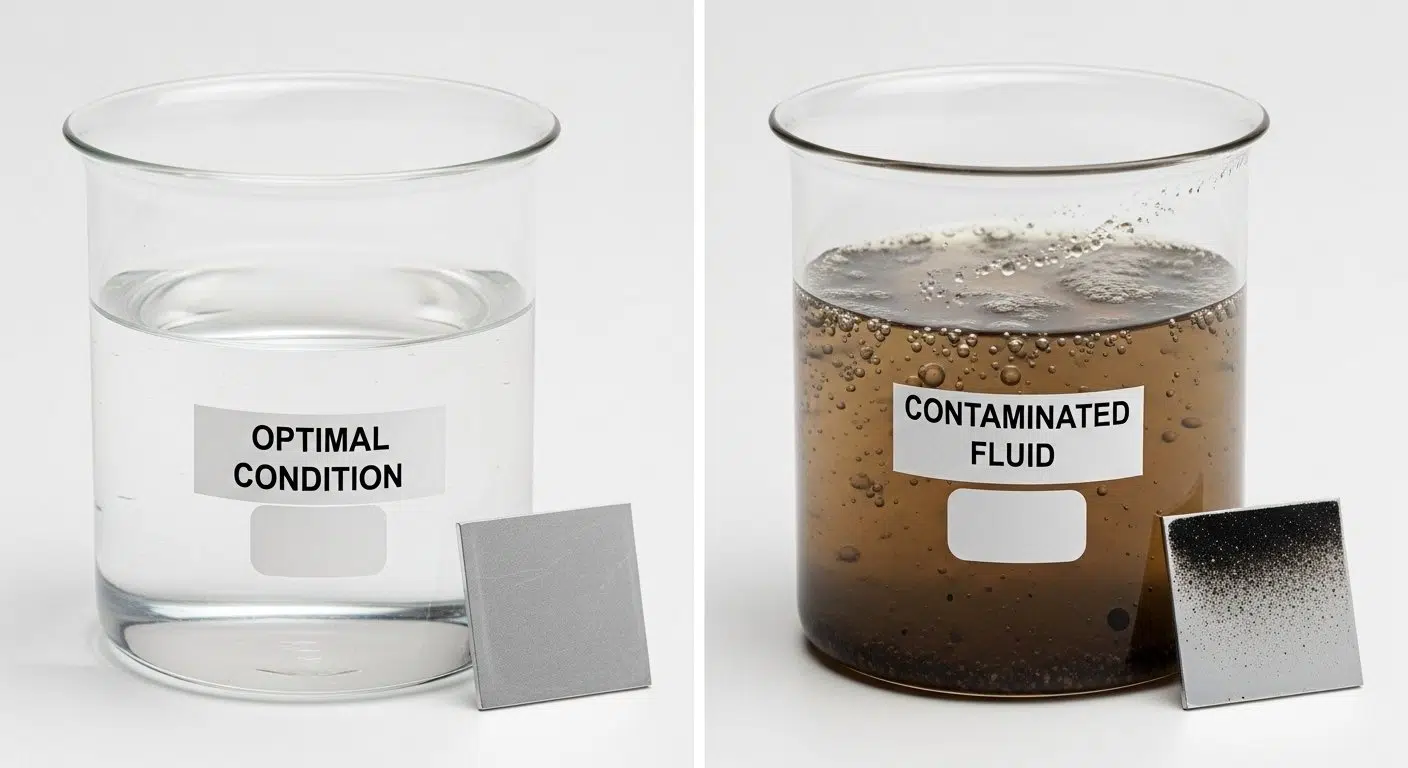
Kesme Yağı Kontaminasyonu ve Oksidatif Korozyon
Tramp yağı, yabancı parçacıklar veya mikroorganizma büyümesi ile kontamine olmuş kesme yağları, yüksek oranda korozyona neden olabilir. Bu kirleticiler, yağın koruyucu özelliklerini bozar ve alüminyumla reaksiyona giren ajanlar ekler.
Zamanla, kesme sıvıları bozulabilir, pH stabilitelerini ve korozyon önleyici katkılarını kaybedebilirler. Bu, alüminyum yüzeyi ile sıvı arasında elektrokimyasal reaksiyonlara yol açar ve siyah oksit oluşumu veya deliklenme korozyonuna neden olur.
Yüksek Sıcaklıkta İşleme ve Isı Birikimi
İşleme sırasında üretilen aşırı ısı, özellikle etkili soğutma olmadan, alüminyum yüzeyinin lokal oksidasyonuna yol açabilir. Alüminyum kolayca oksit tabakası oluşturur ve yüksek ısı altında oluştuğunda koyu görünebilir.
Kötü talaş tahliyesi, talaşların tekrar kesilmesine veya iş parçasına sürtünmesine neden olabilir, bu da lokal sıcak noktaların oluşmasına yol açar. Bu termal enerji, hızlı oksidasyona olanak tanır ve sonuç olarak koyu, renk değiştirmiş bir görünüm ortaya çıkar.
Yetersiz Temizlik veya Depolama Ortamı Sorunları
İşlem sonrası parçalar iyice temizlenmezse, kalıntı kesme sıvısı veya metal parçacıkları alüminyumla reaksiyona girebilir. Bu kalıntılar, özellikle korozyona neden olabilecek maddeler içeriyorsa, zamanla siyah leke oluşumunu başlatır.
Yüksek nem, korozyon buharlarına maruz kalma veya belirli ambalaj malzemeleriyle uzun süreli temas gibi uygun olmayan depolama koşulları, yüzey oksidasyonunu hızlandırabilir. Hatta yüzeyde bırakılan parmak izleri bile lokal kararmaya neden olabilir.
Alüminyum Yüzey Hatalarını Önleme: Kritik CNC İşleme Kalite Kontrolü
Beyaz ve siyah renk değişikliklerinin etkin önlenmesi, tüm CNC işleme süreci boyunca bütünsel bir kalite kontrol yaklaşımı gerektirir. Malzeme kabulünden son ambalajlamaya kadar her adım titizlikle yönetilmelidir. Fabrikamız, tutarlı yüzey kalitesini sağlamak için sıkı protokoller uygular.
Mükemmel alüminyum bileşenleri elde etmek için proaktif önlemler ve süreç değişkenlerinin derinlemesine anlaşılması gerektiğine inanıyoruz. Bu kapsamlı kalite kontrol çerçevesi, hata oranlarını en aza indirir.
İşleme Öncesi Katı Malzeme İncelemesi ve Standardizasyon
Tüm gelen alüminyum malzemeler, kimyasal bileşim analizi, sertlik testi ve görsel yüzey incelemesi dahil olmak üzere sıkı kalite kontrolünden geçer. Malzemelerin belirlenen standartlara uygun ve önceden var olan hatalardan arınmış olması sağlanır.
Malzeme depolama uygulamalarımız, kontaminasyon veya yüzey bozulmasını önlemek amacıyla standartlaştırılmıştır. Bu, kontrollü ortamlar ve uygun koruyucu ambalajlama ile malzeme bütünlüğünü sağlar.
Kesme Sıvısı Yönetimi ve Takım Seçim Stratejilerinin Optimize Edilmesi
Düzenli pH kontrolleri, konsantrasyon takibi, filtrasyon ve zamanında değişim dahil olmak üzere kapsamlı bir kesme sıvısı yönetim programı uygularız. Sadece yüksek kaliteli, alüminyum uyumlu kesme sıvıları seçilir.
Takım seçimi, belirli alüminyum alaşımı ve istenen yüzey bitişine göre yapılır. Yüksek kaliteli, keskin kesme takımları ve uygun kaplamalar kullanırız ve ısı üretimini önlemek için sıkı takım aşınma takibi ve değiştirme programları uygularız.
Tablo: Kesme Sıvısı ve Takım Optimizasyonu
| Parametre | Alüminyum CNC İşleme İçin En İyi Uygulama |
|---|---|
| Kesme Sıvısı Türü | Düşük kükürt içeriğine sahip sentetik veya yarı-sentetik, iyi yağlama özellikleri |
| pH Seviyesi | Üreticinin önerdiği aralıkta tutun (genellikle 8.5-9.5) |
| Filtrasyon | Parçacıklar ve kirleticileri gidermek için sürekli filtrasyon |
| Takım Malzemesi | Aşınma direnci için Karbür veya PCD (Polikristalin Elmas) |
| Takım Geometrisi | Keskin kesici kenarlar, yüksek kazı açıları, parlatılmış kanatlar |
| Takım Kaplama | Düşük sürtünme ve uzatılmış takım ömrü için TiN veya AlTiN |
Kesim CNC İşleme Parametre Ayarı ve Kalibrasyonu
Mil hızı, besleme hızı, kesme derinliği ve soğutucu basıncı gibi işleme parametreleri, her özel alüminyum alaşımı ve parça geometrisi için optimize edilir. Test çalışmaları yaparız ve ısıyı en aza indirmek ve istenen yüzey kalitesini sağlamak için parametreleri ayarlarız.
Mühendislerimiz, kesim sırasında olası termal sorunları veya gerilme yoğunluklarını tahmin etmek ve önlemek için gelişmiş CAM yazılım simülasyonları kullanır. Bu titiz yaklaşım, yüzey değişimini engeller.
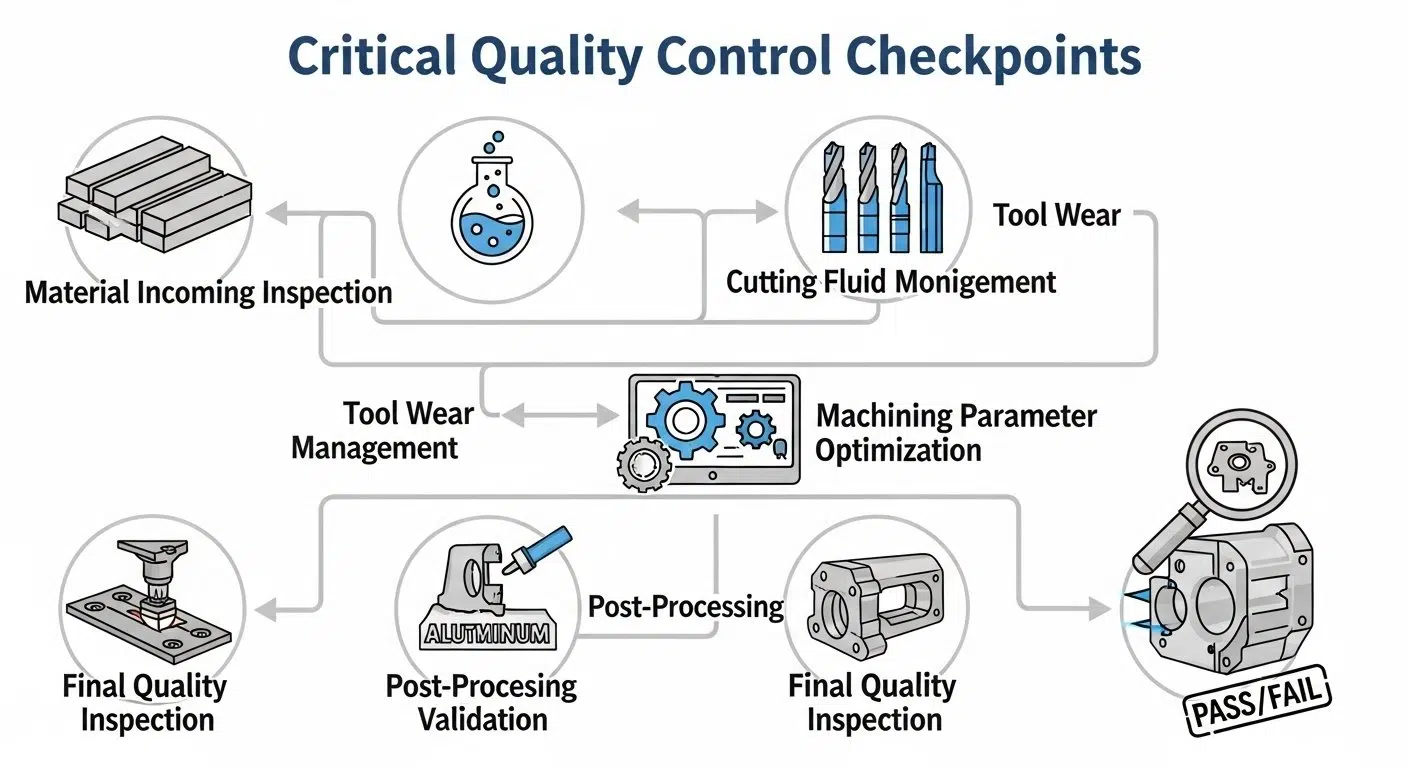
Kontrollü Son İşlem ve Depolama Ortamı
Son işlem protokollerimiz, alüminyum güvenli deterjanlar ve çok aşamalı durulama süreçleri kullanarak kapsamlı temizlik sağlar. Parçalar, kalıntı oluşumunu önlemek için kontrollü ortamlarda hızla ve tamamen kurutulur.
Tamamlanan parçalar özenle tutulur ve nem, toz ve aşındırıcı maddelerden korunmak için temiz, iklim kontrollü ortamlarda saklanır. Nakliye sırasında yüzey temasını önlemek için uygun ambalaj malzemeleri kullanılır.
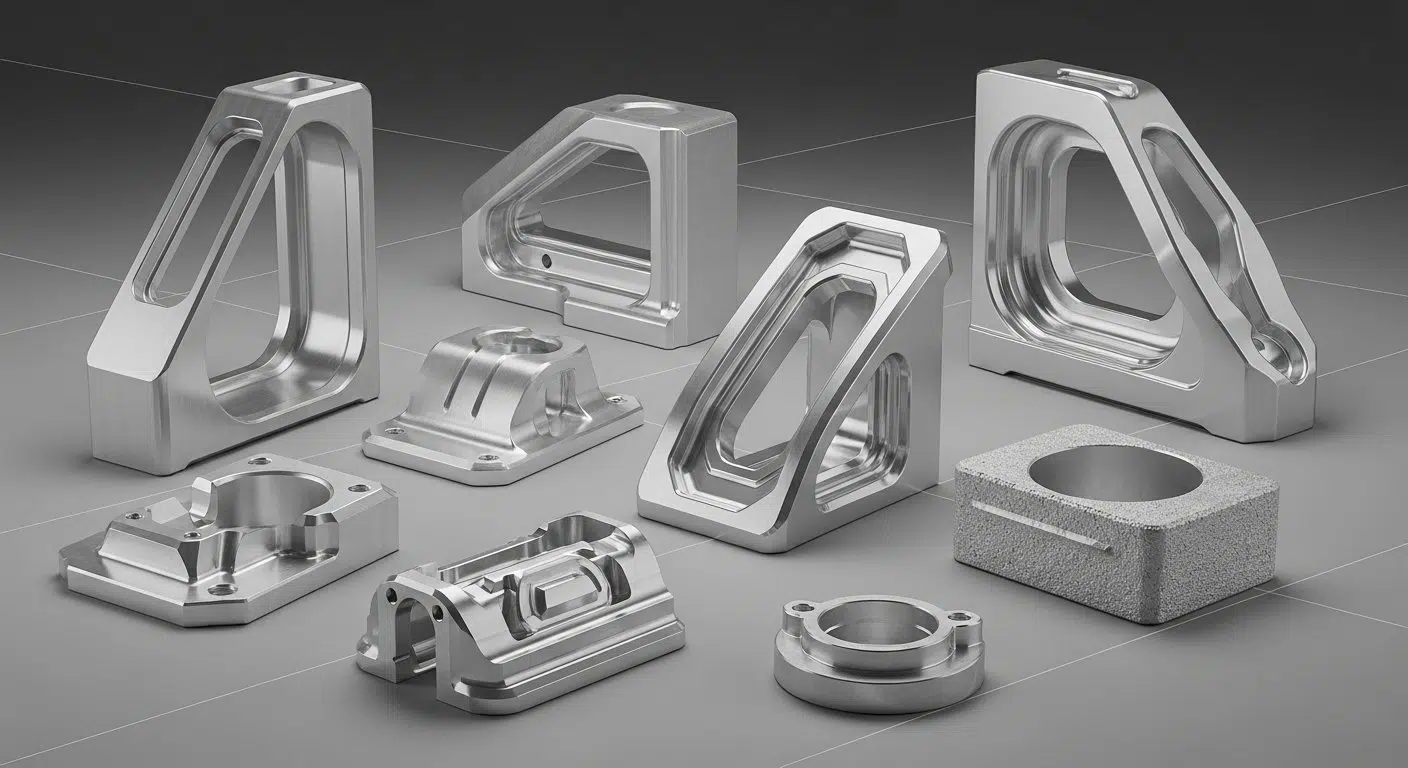
Durum Çalışmaları: Renk Değişiminden Kusursuz Alüminyum Kalitesine
Sorun çözme konusundaki taahhüdümüz, başarılı müdahalelerimizle gösterilmektedir. Müşterilerimizle yakın işbirliği yapar, teknik uzmanlığımızı kullanarak zorlu renk değişimi sorunlarını tutarlı, yüksek kaliteli sonuçlara dönüştürürüz. Bu vakalar, yeteneklerimizi vurgular.
Detaylı kök neden analizi ve özel mühendislik çözümlerimiz sürekli üstün sonuçlar sağlar. Şeffaflık ve parça kalitesinde doğrulanabilir iyileştirmelere odaklanıyoruz.
Bir Müşteri İçin Beyaz Renk Değişimi Sorunu Tanısı ve İyileştirme
Yüksek hassasiyetli optik alet muhafazaları üreten bir müşteri, işleme sonrası 6061-T6 alüminyum parçalarında sürekli beyaz puslanma yaşadı. Sorunu çözmek için ilk denemeler sonrası temizlik sonrası değişikliklere odaklanıldı, ancak sorun devam etti.
Takımımız kapsamlı bir analiz yaptı ve müşterinin kesme sıvısı konsantrasyonunun aşırı yüksek olduğunu, bu durumun yapışkan kalıntılara yol açtığını ve bu kalıntıların agresif bir temizlik maddesiyle reaksiyona girdiğini ortaya koydu. Belirli bir kesme sıvısı yeniden kalibrasyonu ve daha nazik, çok aşamalı ultrasonik temizlik süreci önerdik. Bu, beyaz pusulanın tamamen ortadan kalkmasını sağladı.

Bir Projede Siyah Renk Değişimi Sorunu Analizi ve Çözümü
Başka bir müşteri, 7075-T6 alüminyumdan havacılık bileşenleri üreten, tekrar eden siyah lekeler ve çizgilerle karşılaştı. Bu, özellikle anodize ön işlemi için sorun teşkil ediyor ve önemli hurda oranlarına neden oluyordu.
Araştırmamız sorunun iki faktöre bağlı olduğunu belirledi: eski kesme sıvılarındaki yüksek kükürt içeriği galvanik korozyonu teşvik ediyor ve parçalar geçici olarak nemli bir ortamda saklanmadan önce yetersiz kurutma yapılıyordu. Düşük kükürt içeren, biyosit ile işlenmiş kesme sıvısı uyguladık ve hemen vakum destekli kurutma ile ardından iklim kontrollü depolama sağladık. Bu, tamamen siyah renk değişimini çözdü ve bu özel sorun için sıfır hata oranı sağladı.
Başarılı Durum Özeti ve Deneyim Paylaşımı
Bu vakalar, CNC işleme konusunda bütünsel bir yaklaşımın önemini vurgulamaktadır. Renk değişimi nadiren tek bir faktörden kaynaklanır, daha çok malzeme, süreç ve çevresel etkilerin birleşimidir.
Deneyimimiz, detaylı kök neden analizinin ve üretim zinciri boyunca hassas ayarların yapılmasının temel olduğunu göstermektedir. Bu bilgileri, müşterilerimizi eğitmek ve güçlendirmek amacıyla paylaşıyoruz.
Uzman CNC İşleme Seçimi: Alüminyum Yüzey Kalitesini Sağlama
Yetenekli bir CNC işleme ortağı seçmek, maliyetli alüminyum yüzey kusurlarını önlemede çok önemlidir. ly-machining olarak, kaynak fabrikamız olma durumu ve derin teknik uzmanlığımız, belirgin bir avantaj sağlar. Sadece parça değil, mükemmel parçalar teslim etmeye kendimizi adadık.
Kaliteye olan bağlılığımız, temel özelliklerin ötesine geçerek, kapsamlı malzeme ve süreç kontrolüne odaklanır. Tasarımlarınızın kusursuz yüzey bütünlüğü ile hayata geçirilmesini sağlıyoruz.
Kaynak Fabrika Kalite Güvence Avantajları
Bir kaynak üretici olarak, hammadde tedarikinden ve denetiminden nihai kalite kontrollerine kadar üretim sürecinin her aşamasını kontrol ediyoruz. Bu entegre yaklaşım, tutarlı kalite sağlar ve genellikle alt yüklenicilerle yapılan çalışmalarda görülen dış değişkenleri ortadan kaldırır.
Üretim prosedürlerimizi doğrudan kontrol etmemiz, olası sorunların hızlı tespiti ve çözümünü sağlar. Bu dikey entegrasyon, kalite güvencemizin temel direğidir.

Hassas Teknik Uzmanlık ve Şeffaf Teklif Hizmetleri
Mühendislik ekibimiz, alüminyum alaşımlara özgü metalurji, işleme dinamikleri ve yüzey bilimi konularında derin bilgiye sahiptir. Bu uzmanlık, tasarımın üretilebilirliği (DFM) konusunda proaktif geri bildirim sağlamamıza ve karmaşık sorunları çözmemize olanak tanır.
Şeffaf teklif sunuyoruz; malzeme maliyetleri, işleme operasyonları ve kalite kontrol önlemlerini detaylandırıyoruz. Müşterilerimiz, katı süreçlerimiz ve yüksek kaliteli çıktı ile sağlanan değeri anlar.
İşbirliği Süreci ve Müşteri Hizmetleri Taahhüdü
Tasarım kavramsallaştırmadan nihai ürün teslimine kadar yakın işbirliği içinde çalışmayı benimsiyoruz. Teknik destek ekibimiz, proje özelliklerini tartışmak ve herhangi bir endişeyi gidermek için hazırdır.
Zamanında teslimat ve tutarlı ürün performansını sağlama taahhüdümüz devam etmektedir. Ürettiğimiz her alüminyum bileşenin kalitesinin arkasındayız ve uzun vadeli, güvene dayalı ilişkiler kuruyoruz.

Makale Özeti:
CNC işlenmiş alüminyum parçalar üzerindeki beyaz ve siyah renk değişimleri, malzeme özellikleri, kesme sıvısı yönetimi, işleme parametreleri ve sonrası işlemlerden kaynaklanan önemli kalite sorunlarıdır. Beyaz pusula genellikle kimyasal kalıntılar veya termal stresle ilişkilidir, siyahlaşma ise genellikle oksidasyon veya korozyonu gösterir. Etkili önleme, titiz malzeme denetimi, optimize edilmiş kesme sıvısı ve takım stratejileri, hassas parametre kontrolü ve dikkatli sonrası işlem ve depolamayı gerektirir. Derin teknik uzmanlığa sahip ve entegre kalite kontrolü sağlayan ly-machining gibi kaynak fabrikasını tercih etmek, kusursuz alüminyum bileşenlerin tutarlı teslimatını sağlar, riskleri azaltır ve ürün değerini artırır.
SSS Bölümü:
S1: Farklı alüminyum alaşımları yüzey renk değişimine karşı farklı hassasiyetlere sahip olabilir mi?
A1: Evet, kesinlikle. Farklı alüminyum alaşımları, reaktivitelerini etkileyen benzersiz bileşimlere ve temper durumlarına sahiptir. Örneğin, daha yüksek bakır veya silikon içeriğine sahip alaşımlar, elektro-kimyasal potansiyelleri veya yüzey reaktivitesi nedeniyle belirli türde renk değişimine daha yatkın olabilir. Hataları önlemek için işleme ve sonrası işlemler protokolleri geliştirilirken alaşım tipi dikkate alınmalıdır.
S2: Ly-işleme, renk değişimini önlemek için kesici sıvı kalitesini nasıl sağlar?
A2: Çok yönlü bir kesici sıvı yönetim programı uygularız. Bu, yalnızca yüksek kaliteli, alüminyum uyumlu sıvıların kullanılması, pH seviyeleri ve konsantrasyonun düzenli izlenmesi, kirleticiler ve metal tozlarını uzaklaştırmak için sürekli filtrasyon ve planlı sıvı değişimini içerir. Sistemimiz, kimyasal bozulmayı önleyerek yüzey reaksiyonları ve renk değişimini engelleyecek şekilde optimal sıvı bütünlüğünü korumak üzere tasarlanmıştır.
S3: Depolama ortamı, işleme sonrası alüminyum parçaların renk değişimini önlemede ne rol oynar?
A3: Depolama ortamı çok önemlidir. Temizlik ve kurulamadan sonra bile, alüminyum parçalar çevresel faktörlere karşı hassastır. Parçaların, nem kaynaklı oksidasyon veya korozyonu önlemek için temiz, iklim kontrollü alanlarda ve düzenlenmiş nem oranıyla depolanmasını sağlarız. Ayrıca, parçaları atmosferik kirleticiler, toz ve doğrudan temas gibi lokal renk değişimine veya kontaminasyona yol açabilecek maddelerden koruyacak uygun, reaktif olmayan ambalaj malzemeleri kullanırız.


