

Malzeme seçimi, takım, kesme parametreleri optimize edilerek ve üstün parça hassasiyeti ve güvenilirliği için sağlam kalite kontrolü uygulanarak pirinç CNC işleme kusurlarının üstesinden hızlıca gelin.
Yaygın pirinç CNC işleme kusurları proje zaman çizelgelerinizi ve karlılığınızı mı baltalıyor? İstenmeyen çapaklar, tutarsız boyutlar ve kötü yüzey kaliteleri maliyetli yeniden çalışmalara ve önemli gecikmelere yol açabilir.
Bu zorluklar, en titizlikle tasarlanmış bileşenlerin bile altını oyabilir ve umut vadeden projeleri sinir bozucu aksaklıklara dönüştürebilir.
ly-machining'deki kanıtlanmış stratejilerimizin ve uzman görüşlerimizin bu engelleri nasıl ortadan kaldırabileceğini keşfedin ve her birinde benzersiz hassasiyet ve kaliteyi garanti edin. pirinç ürettiğimiz bileşen.

Yaygın Pirinç CNC İşleme Kusurları
Pirinç'in özel doğasını anlamak CNC işleme kusurları, etkili bir şekilde önlenmelerine yönelik ilk adımdır. Deneyimlerimize göre, birçok sorun pirincin benzersiz metalurjik özelliklerinden kaynaklanmaktadır.
Bu yaygın sorunları ve temel nedenlerini belirlemek, tutarlı kaliteyi sağlamak için hedeflenen çözümler uygulamamıza olanak tanır. Bu bölüm, pirinç işlemede karşılaşılan yaygın zorlukları detaylandırmaktadır.
Yüzey Kalitesi Kusurları & Nedenleri
Pirinç bileşenlerdeki kötü yüzey kalitesi, pürüzlülük, çukurlaşma veya renk değişikliği olarak kendini gösterebilir ve hem estetiği hem de fonksiyonel performansı etkileyebilir. Bu, hassas uygulamalar için sık karşılaşılan bir endişedir.
Bu tür kusurlar genellikle yanlış kesme parametrelerinden, aşınmış takımlardan veya yetersiz talaş tahliyesinden kaynaklanır ve bu da malzeme bulaşmasına veya yeniden kesilmesine yol açar. Malzeme safsızlıkları da yüzeyin bozulmasına katkıda bulunabilir.
| Kusur | Görünüm | Kök Neden |
|---|---|---|
| Pürüzlülük | Donuk, düzensiz, dokulu yüzey | Yanlış ilerleme/hız, aşınmış takımlar, kötü talaş akışı |
| Çukurlaşma | Küçük, krater benzeri girintiler | Malzeme inklüzyonları, talaşın yeniden kesilmesi, kötü soğutma sıvısı |
| Renk Solması | Koyulaşma veya tutarsız renk | Yüksek kesim sıcaklıkları, uygunsuz soğutucu |
| Dağılma | Parlak, dağılmış görünüm | Düşük kesim hızı, pozitif sırt çok küçük |
Boyutsal Hassasiyet Sorunları
Parçaların sıkı toleranslara uymaması veya tutarsız ölçümler göstermesi gibi boyutsal hatalar, hassas pirinç işleme alanında kritik kusurlardır. Bunlar montaj hatalarına yol açabilir.
Başlıca nedenler arasında, işleme sırasında pirinç iş parçasının termal genleşmesi, yetersiz makine rijitliği nedeniyle takım sapması veya aşınmış makine bileşenleri bulunur. Uygunsuz kelepçe de katkıda bulunabilir.
| Faktör | Hassasiyet Üzerindeki Etki | Azaltma İpucu |
|---|---|---|
| Termal Genleşme | Parça boyutları sıcaklıkla değişir | Kontrollü soğutucu, stabil ortam |
| Makine Sertliği | Titreşimler, takım sapması | Sağlam makine, uygun tutucu |
| Alet Aşınması | Değişen kesme çapı | Düzenli takım kontrolü, en iyi kaplamalar |
| Kelepçe Basıncı | Parça deformasyonu, kesim sırasında hareket | Dengeli sıkma, özel tezgahlar |
Küçük pürüzler ve Kenar Kırılması
Küçük pürüzlerin oluşumu ve kenar kırılması olayları, özellikle hassas özellikler veya ince duvarlar üzerinde, Pirinç CNC İşleme Kusurları arasında yaygındır. Pürüzler, ek işlemler gerektirir.
Bu sorunlar genellikle körelmiş kesici takımlar, çıkış noktasında yetersiz kesme kuvveti veya yanlış besleme hızlarından kaynaklanır. Bazı pirinç alaşımlarının doğasında bulunan şekillendirilebilirlik de pürüz oluşumunda rol oynar.
Parça Kontrol Zorlukları
Pirincin işlenmesi sırasında pürüzleri kontrol etmek, süreç stabilitesini korumak ve yüzey kusurlarını önlemek için çok önemlidir. Pirinç, doğru yönetilmezse uzun, ipliksi pürüzler üretebilir.
Bu durum genellikle pürüzlerin yeniden kesilmesi, takıma veya iş parçasına dolanması ve yüzey kalitesi veya takıma zarar verme olasılığına yol açar. Başlıca nedenler uygunsuz takım geometrisi ve yetersiz kesme parametreleridir.
| Zorluk | Neden | Çözüm |
|---|---|---|
| Uzun, İpliksi Pürüzler | Yetersiz pürüz kırıcı, düşük besleme hızı | Takım geometrisini ayarla, beslemeyi artır |
| Pürüz Yeniden Kesimi | Pürüzlerin tahliye edilmemesi, tekrar kesime girmesi | Soğutucu optimize et, pürüz akışını iyileştir |
| Pürüz Sarması | Pürüzlerin takım veya iş parçası etrafında dolanması | Parlatılmış kanallar, yüksek basınçlı soğutucu |
Takım Aşınması ve Kırılması
Hızlı takım aşınması ve beklenmedik kırılmalar, üretimi kesintiye uğratan ve maliyetleri artıran önemli sorunlardır. Pirinç, genellikle serbest işleme olarak kabul edilse de, aşındırıcı olabilir.
Yüksek kesme sıcaklıkları, yanlış takım malzemesi veya kaplama ve aşırı besleme hızları, aşınmayı hızlandırır. Titreşimler ve yanlış takım kurulumu da felaketle sonuçlanabilecek takım arızalarına yol açabilir.

Pirinç Kusurlarının Proaktif Önlenmesi
Pirincin CNC İşlemede kusurlarını önlemek sistematik ve çok yönlü bir yaklaşım gerektirir. ly-machining'de, onlarca yıllık uygulamalı deneyimi en son teknolojilerle bütünleştiriyoruz.
Bu proaktif strateji, malzeme seçiminden işleme sonrası işlemlere kadar üretim sürecinin her aşamasını optimize etmeye odaklanır. Amacımız sıfır kusur, üstün kaliteyi sağlamak.
En Uygun Malzeme Seçimi
Doğru pirinç alaşımını seçmek, yüksek kaliteli işlenmiş parçalar elde etmek ve kusurları önlemek için temel bir adımdır. Farklı pirinç dereceleri farklı işlenebilirlik ve mekanik özellikler sunar.
Örneğin, C36000 (Serbest İşleme Pirinci) içerdiği kurşun sayesinde talaş kırmayı kolaylaştırdığı için karmaşık geometrilerde mükemmeldir. C26000 (Kartuş Pirinci) gibi diğer alaşımlar daha ductile olup işlenmesi daha zordur.
| Pirinç Alaşımı | Anahtar Özellikler | İşlenebilirlik | Tipik Uygulamalar |
|---|---|---|---|
| C36000 | Yüksek işlenebilirlik, iyi mukavemet | Mükemmel | Bağlantı parçaları, vana parçaları, dişliler, donanım |
| C38500 | Mimari bronz, iyi mukavemet | İyi | Mimari süslemeler, dekoratif işler |
| C26000 | Yüksek ductility, iyi şekillendirilebilirlik | Orta | Mühimmat, otomotiv parçaları, elektrik |
| C46400 | Donanma pirinci, iyi korozyon direnci | İyi | Deniz donanımı, kondenser plakaları |
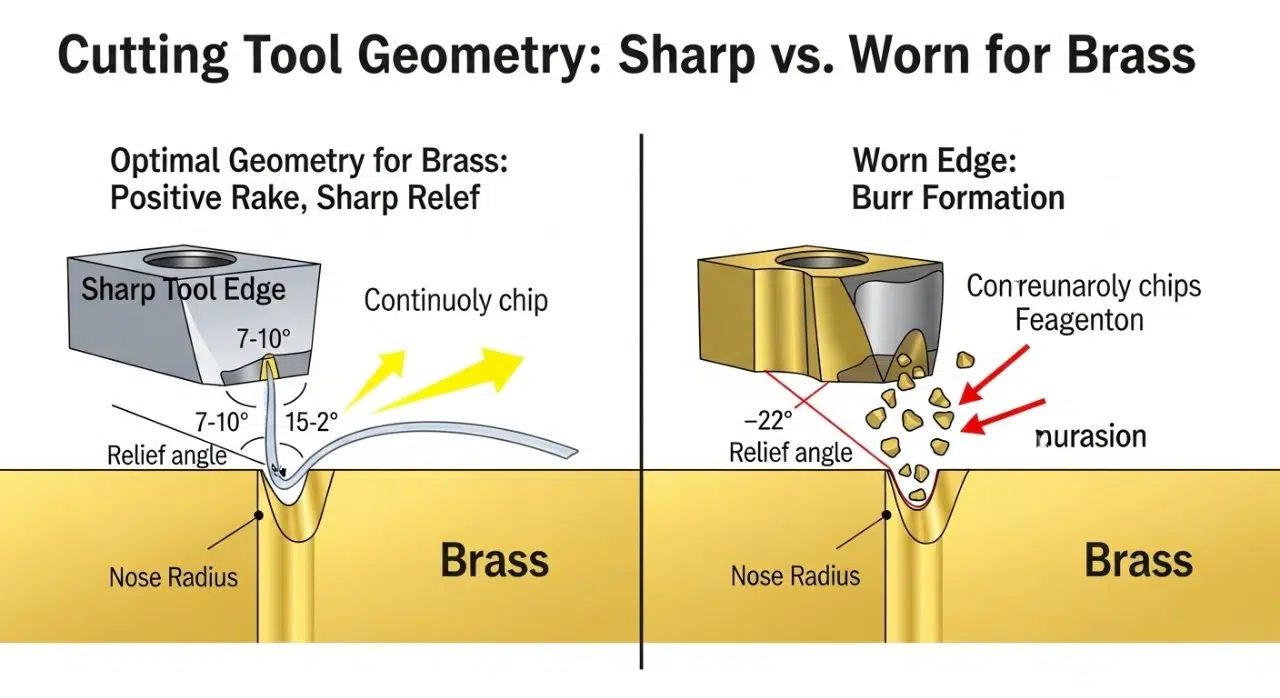
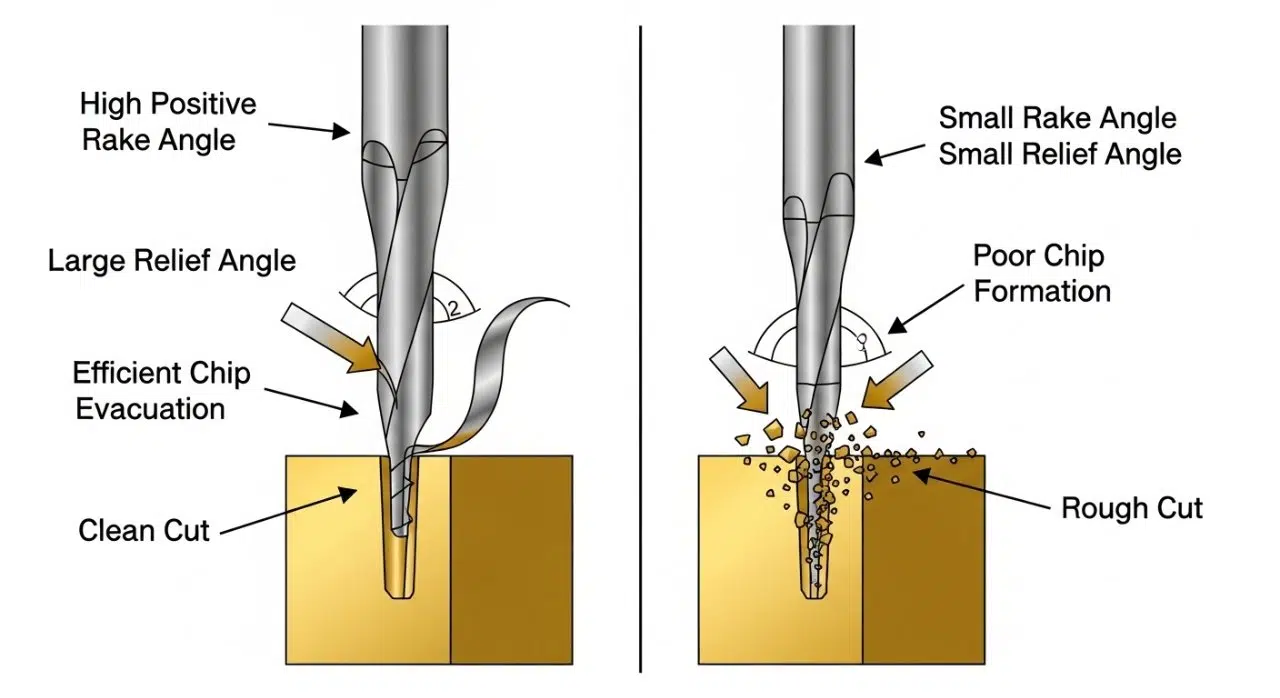
Takım Stratejisi ve Geometri
Doğru takım, Pirinç İşlemede kusurların etkin önlenmesi için kritiktir. Pirinç için özel tasarlanmış, yüksek pozitif rake açıları ve keskin kesici kenarları olan takımlar şarttır.
Bu geometriler, malzemenin temiz kesilmesini teşvik eder, pürüz oluşumunu azaltır ve talaş kontrolünü artırır. Parlatılmış kanallar ayrıca düzgün talaş tahliyesine yardımcı olur, talaş tekrar kesilmesini engeller.
Besleme, Hızlar ve Kesme Derinliği
Bakır İşleme Önleme için Kesim Parametrelerinin (beslemeler, hızlar ve kesim derinliği) optimize edilmesi çok önemlidir. Bu parametreler, ısı üretimini en aza indirmek ve takım aşınmasını azaltmak için dikkatlice dengelenmelidir.
Çok düşük hızlar sürüklenmeye neden olabilirken, çok yüksek hızlar aşırı ısı üretir. Uygun talaş yükü, talaşları etkili bir şekilde kırmak ve ipliksi talaş oluşumunu önlemek için çok önemlidir.
| Parametre | Tipik Aralık (Genel Kılavuz) | Notlar |
|---|---|---|
| Kesim Hızı (SFM) | 200 – 800 | Alyuana, takım malzemesine, makine rijitliğine bağlıdır. C36000 için daha yüksektir |
| Besleme Hızı (IPR) | 0.002 – 0.015 | Talaş kırma ve yüzey kalitesi için kritiktir. Derinliğe göre ayarlayın. |
| Kesim Derinliği (DOC) | 0.020 – 0.200 (Radyal) | Rijitlik ve güç ile dengeleyin. Bitirme için hafif kesimler yapın. |
Etkili Soğutucu Uygulaması
Etkili soğutucu uygulaması, Bakır İşleme Önleme stratejisinde anahtar bir yaklaşımdır. Soğutucu, sadece ısıyı dağıtarak termal genleşmeyi ve renk değişimini önlemekle kalmaz, aynı zamanda kesme bölgesini yağlar.
Ayrıca, yüksek basınçlı soğutucu sistemler, talaşları kesim alanından uzaklaştırmak, talaş tekrar kesimini önlemek ve üstün yüzey kalitesi sağlamak için çok değerlidir. Gelişmiş soğutucu dağıtım sistemleri kullanıyoruz.

Makine Rijitliği ve Bakımı
CNC makinenin rijitliği ve hassasiyeti, boyutsal hataları önlemede ve tutarlı Bakır CNC İşleme Kalite Kontrolü sağlamada temel unsurlardır. Güçlü bir makine titreşimleri ve takım sapmasını en aza indirir.
Periyodik ve planlı bakım, spindle, kılavuzlar ve kelepçe mekanizmalarının kalibrasyonu ve denetimini içerir. Bu proaktif yaklaşım, uzun vadeli doğruluk ve güvenilirliği sağlar.
İşlem Sonrası İşlemler
En hassas işleme bile olsa, işleme sonrası süreçler, nihai Bakır CNC İşleme Kalite Kontrolü için çok önemlidir. Bunlar arasında detaylı kenar temizleme, temizlik ve bazen özel yüzey işlemleri bulunur.
Dikkatli kenar temizleme, fonksiyonelliği veya estetiği bozabilecek kalan pürüzleri giderir. Doğru temizlik, soğutucu kalıntıları veya metal tozlarının kalmamasını sağlar, böylece gelecekteki korozyon veya kontaminasyonu önler.

Neden Bakır İşlemede Bizi Tercih Etmelisiniz?
Ly-işleme olarak, mükemmeliyete olan bağlılığımız sadece parça üretmekle sınırlı değildir; kapsamlı Bakır İşleme Çözümleri sunmaya adadık. Uzmanlığımız, onlarca yıllık sektör deneyimine dayanmaktadır.
Gelişmiş teknolojiyi metalurji ve hassas mühendislik konusundaki derin anlayışımızla birleştiriyoruz. Bizi seçmek, kusur önleme ve sıkı kalite kontrolünde lider bir ortaklık anlamına gelir.
Gelişmiş CNC Uzmanlığımız
Ekibimiz, pirinç CNC işleme konusunda derin uzmanlığa sahip yüksek nitelikli mühendisler ve teknisyenlerden oluşmaktadır. Üretilebilirlik için Tasarım (DFM) analizinde üstünüz ve tasarımları maliyet etkinliği için optimize ediyoruz.
En karmaşık geometrileri ve sıkı toleransları güvenle ele alıyoruz, en son çok eksenli CNC makinelerimizden yararlanıyoruz. Deneyimimiz, yaygın Pirinç CNC İşleme Kusurlarını önceden tespit etmemizi sağlar.
Hassasiyetli Kalite Kontrolü
Kalite sadece bir departman değil; süreçlerimizin her adımına köklü şekilde yerleşmiştir. ISO 9001 ve AS9100 gibi uluslararası standartlara sıkı sıkıya uyuyoruz ve titiz süreç içi ve nihai denetimler gerçekleştiriyoruz.
CMM’ler, optik karşılaştırıcılar ve yüzey pürüzlülük testerları gibi gelişmiş metrologi ekipmanları kullanarak, her pirinç bileşeninin Pirinç CNC İşleme Kalite Kontrolü için belirlenen gereksinimleri karşıladığından veya aştığından emin oluyoruz.

Şeffaf Fiyatlandırma Yapısı
Tüm işlemlerimizde güven inşa etmeye inanıyoruz. Pirinç İşleme Çözümlerimiz için fiyatlandırma yapımız basit ve rekabetçidir, gizli maliyetler olmadan net değer sunar.
Müşterilerimize, hassasiyet, kalite ve güvenilir teslimatın gerçek maliyetini yansıtan detaylı teklifler sunuyoruz. Parça bütünlüğü veya performansından asla ödün vermeden maliyet etkin çözümler sağlamayı amaçlıyoruz.
Güvenilir Kaynak Ortağınız
Doğrudan üretici olarak, ly-machining tüm üretim süreci üzerinde eşsiz güvenilirlik ve kontrol sağlar. Bu doğrudan yaklaşım, tutarlı kalite ve öngörülebilir teslim sürelerine dönüşür.
Uzun vadeli ortaklıklar kurmaktan gurur duyuyoruz, müşterilerimizin en zorlu pirinç işleme ihtiyaçlarını birlikte aşmak için çalışıyoruz. Her seferinde üstün Pirinç İşleme Çözümleri sunmamıza güvenebilirsiniz.

Pirinc İşleme Çözüm Ortağınız
Ly-machining’de biz sadece bir tedarikçi değil, üstün pirinç bileşen üretiminde sizin adanmış ortağınızız. Kusur önleme konusundaki derin uzmanlığımız, projelerinizin başarılı olmasını sağlar.
Bugün Özel Bir Fiyat Teklifi Alın
Pirinç işleme zorluklarınızı aşmaya ve kusursuz, yüksek kaliteli parçalar elde etmeye hazır mısınız? Bugün uzman mühendislik ekibimizle iletişime geçin, şeffaf bir teklif alın ve bir sonraki projeniz için kişiselleştirilmiş danışmanlık alın.
SSS Bölümü
Pirinçte kusurların nedeni nedir?
Pirinçteki kusurlar genellikle malzemenin şekillendirilebilirliği ve yanlış kesim parametreleri nedeniyle oluşur. Körük takımlar, yetersiz besleme hızları veya yanlış takım geometrisi, plastik deformasyona yol açabilir.
Bu deformasyon, temiz kesim yerine, istenmeyen malzemenin istenilen kenarın ötesine uzanmasına neden olur. Optimum takım ve parametreler anahtardır.
Pirinç yüzey kalitesini nasıl artırılır?
Pirinç yüzey kalitesini artırmak için, keskin, yüksek parlatmalı kesici takımlar ve pozitif rake açılarına odaklanın. Kesme hızlarınızı ve besleme oranlarınızı optimize ederek yayılmayı ve aşırı ısıyı önleyin.
Verimli talaş tahliyesini ve tutarlı soğutucu uygulamasını sağlayın. Uygun takımlar ile daha ince bitirme geçişleri kullanmak da daha düzgün sonuçlar verecektir.
Neden pirinç CNC işleme zor?
Pirinç CNC işleme, çeşitli alaşımları ve onların özgü özellikleri nedeniyle zor olabilir. Bazı pirinçler çok yumuşak ve şekillendirilebilir olup, uzun talaşlar ve çapaklar oluşturabilir.
Diğerleri aşındırıcıdır ve hızlı takım aşınmasına neden olur. Termal genleşmeyi yönetmek ve sıkı toleransları korumak da karmaşıklığı artırır.


