

Yeni sevkiyatınızı kutudan çıkardınız CNC işlenmiş alüminyum parçalar, ama kalbiniz düşüyor. eloksal renginin
son partiden belirgin şekilde farklıdır. Bazı parçalar biraz açık, bazıları çok koyu, ve kesinlikle haftalar önce onayladığınız altın örneğe uymuyorlar.

Bu sadece küçük bir kozmetik sorun değil. Bu tutarsızlık, montaj hattınızı durdurabilir, kendi müşterilerinizden ürün reddine yol açabilir ve markanızın kalite itibarına zarar verebilir. Sürekli iletişim, yeniden işleme ve sevkiyat gecikmeleri döngüsü size zaman ve para kaybettirir, büyük bir hayal kırıklığı yaratır ve üretim ortaklarınıza olan güveninizi sarsar. Mükemmel renk tutarlılığı elde etmenin bile mümkün olup olmadığını merak etmeye başlarsınız. Size söylemek istiyorum ki, bu kesinlikle mümkündür. Kusursuz, tekrarlanabilir renk elde etmek alüminyum anodize parçalar CNC işlemeüzerinde şans meselesi değildir; bu, titiz, kontrollü ve şeffaf bir sürecin sonucudur. üzerinde uzmanlık alanı olarak , size en üst düzey
CNC işleme fabrikası eloksal nın bu tutarsızlıkları nasıl ortadan kaldırdığını tam olarak gösterebilirim. Her şey, ham alüminyum bloğundan anodize yüzeyin son mühürlemesine kadar anahtar değişkenleri ustalıkla kontrol etmekle ilgilidir. CNC işlenmiş alüminyum parçalarRenk tutarlılığını sağlamak için CNC frezeleme üzerinde eloksal , üç temel alanı sıkı bir şekilde kontrol etmelisiniz. İlk olarak, her parti için aynı alüminyum alaşım ve temper kullanın (örneğin, 6061-T6). İkinci olarak,
ve ön işlem sürecinde tutarlı bir yüzey bitişi sağlayın. Son olarak, nasıl işlemi kendisi, tank kimyası, sıcaklık, akım yoğunluğu, boyama konsantrasyonu ve daldırma süresi gibi parametrelerin her parça ve her seferinde aynı şekilde düzenlenmiş olmasını sağlamalıdır. Temel ilkeleri anladığınıza göre, şimdiHaydi teorinin ötesine geçip renk varyasyonunu önlemek için kullandığımız pratik, adım adım çözümlere dalalım. İlk olarakEn kritik ancak sıklıkla göz ardı edilen faktörü, hammaddenin kendisini inceleyeceğiz. AyrıcaDaha sonra bunu sonraki üretim aşamalarına bağlayacağız. Bu detaylı döküm size sadece daha iyi kalite talep etmekle kalmayıp, aynı zamanda bunun ardındaki karmaşık süreci anlamanızı sağlayacak bilgiyi verecek.
Neden Anodizasyon Rengi Değişiyor: Sadece Bir Boya Banyosu Daha Fazla
Sonucu kontrol edebilmeden önce, önce nedeni anlamamız gerekir. Anodize edilmiş bir parçadaki renk sadece bir boya katmanı değildir; bu yapısal bir değişikliktir. eloksal işlem, yüzeyde gözenekli bir oksit tabakası oluşturur alüminyum parçaBu katman daha sonra boya ile doldurulur, bu da gözenekler içinde hapsolur.
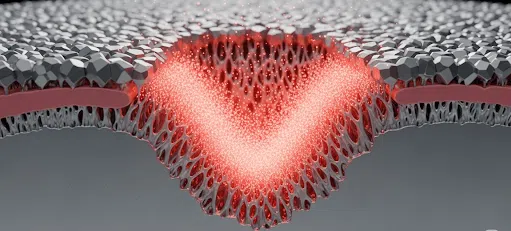
Son renk, boyanmış, şeffaf oksit tabakasından ve temel metalden yansıyan ışığın sonucu olarak oluşur. Bu nedenle, bu oksit tabakasının kalınlığındaki veya gözenekliliğindeki herhangi bir değişiklik veya alttaki yüzeyin dokusundaki herhangi bir değişiklik, ışığın yansımasını değiştirecek ve dolayısıyla algılanan rengi değiştirecektir. Bu yüzden basit bir görsel kontrol yeterli değildir; herhangi bir profesyonel için bilimsel bir yaklaşım şarttır. CNC işleme hizmetimizin bir özelliğidir.
Çözüm 1: Malzeme Tutarlılığı Taviz Verilemez
Tutarlı renk yolculuğu, çok önce başlar CNC makinesi Hatta açık durumda. Özel alaşım ve hatta alüminyumun sertliği, nihai anodize renk üzerinde önemli bir etkiye sahiptir.
- Alaşım Seçimi: Farklı alüminyum alaşımları farklı kimyasal bileşimlere sahiptir (örneğin, farklı seviyelerde silikon, bakır veya magnezyum). Bu alaşım elementleri anodizasyon sürecinde farklı şekilde reaksiyona girer, bu da farklı temel renkler ve boyama emilim oranlarına yol açar. Örneğin, 7075 alaşımı, boyama eklenmeden önce bile 6061 alaşımından farklı doğal anodik tonlara sahip olacaktır. Birden fazla parti gerektiren bir proje için, bileşimde mikroskobik farklılıkları ortadan kaldırmak amacıyla malzemeyi aynı değirmenden ve aynı üretim partisinden temin etmeye ısrar ediyoruz.
- Sıcaklık Kontrolü: Sertlik (örneğin, -T6 ile -T4) de rol oynar. Isıl işlem süreci metalin tane yapısını etkiler, bu da oksit tabakasının uniformluğunu etkiler. Uyuşmayan sertlikler neredeyse kesinlikle renk uyumsuzluklarına yol açacaktır.
Kuralımız basittir: bir proje, bir malzeme kaynağı. Her parti için malzeme sertifikalarını belgeleyerek tam izlenebilirlik ve tutarlılık sağlar, alüminyum parçalar üretimimizde.
CNC İşleme ve Yüzey Hazırlamanın Kritik Rolü
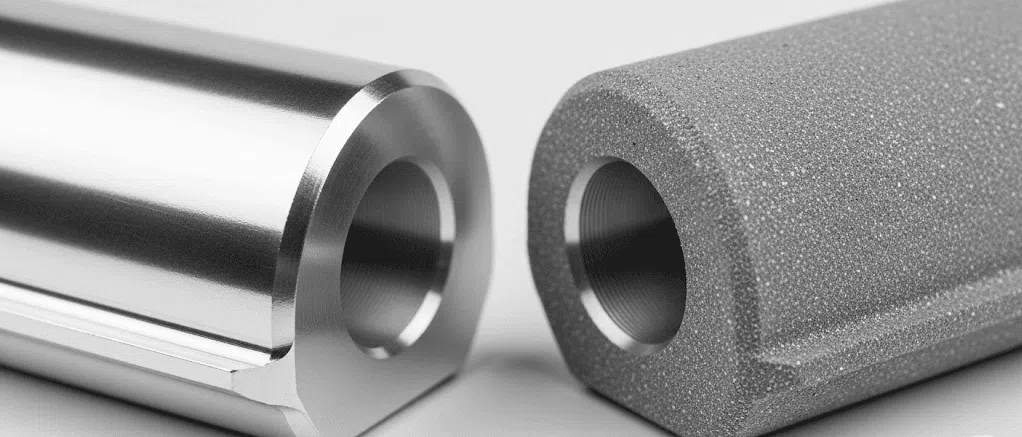
Parçanızın yüzeyi, tuvalinizdir eloksal. Eğer tuval tutarlı değilse, nihai başyapıt da öyle olmayacaktır. İşlem sırasında oluşturulan yüzey finisajı CNC frezeleme nihai görünümü doğrudan etkiler.
- Tutarlı Yüzey Pürüzlülüğü (Ra): Daha düzgün, daha parlak bir yüzey, anodize edildikten sonra daha açık ve daha yansıtıcı görünecek, daha pürüzlü, mat bir finisaj ise daha koyu ve daha soluk görünecektir. Tüm parçalar arasında Yüzey Pürüzlülüğü (Ra)’nun aynı olmasını sağlamak için aynı kesici takımlar, besleme hızları ve kesme hızları kullanıyoruz.
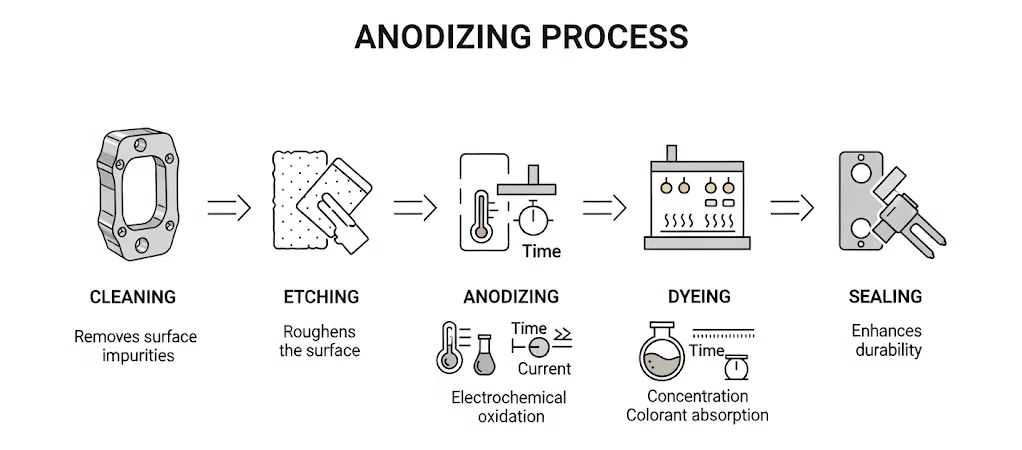
- Birlikte Ön İşlem: Öncesinde eloksal, her parça bir dizi kimyasal banyodan geçer: temizleme, aşındırma ve paslandırma. Aşındırma aşaması özellikle kritiktir çünkü parça yüzeyinden ince bir tabaka kaldırır ve uniform mat bir doku oluşturur. Bu banyolarda süreyi, sıcaklığı ve kimyasal konsantrasyonu hassasiyetle kontrol ediyoruz. Aşındırma tankında birkaç saniye daha kalmak, yüzey dokusunu o kadar değiştirebilir ki görünür bir renk değişimi oluşabilir.
Biz CNC işleme ve yüzey hazırlama işlemini, ayrı adımlar olarak değil, boyama sürecinin ilk aşaması olarak ele alıyoruz.
Renkli Anodizasyon İçin Yaygın Alüminyum Alaşımlarını Karşılaştırma
Bu tablo, “Çözüm 2”den sonra eklenebilir ve malzeme seçimlerinin önemini gösterebilir.
| Alüminyum Alaşımı | CNC İşlenebilirliği | Parlak/Şeffaf Anodizasyon Uygunluğu | Renk Tutarlılığı | Anodizasyon için Yaygın Uygulamalar |
| 6061-T6 | Mükemmel | Çok İyi | Mükemmel | Dekoratif ve koruyucu anodizasyon için tercih edilen alaşım. Tutarlı, yüksek kaliteli finisajlar üretir. |
| 5052-H32 | İyi | Mükemmel | Mükemmel | Levha metal için sıklıkla tercih edilir, üstün korozyon direnci ve çok şeffaf bir anodik kaplama sunar. |
| 7075-T6 | İyiye Yakın Adil | Kötüye Yakın Adil | Orta | Yüksek mukavemetli bir alaşım. Yüksek çinko içeriği sarımsı/kahverengimsi bir ton oluşturabilir ve renk eşleştirmeyi daha zor hale getirir. |
| 2024-T3 | Orta | Kötü | Kötü | Yüksek mukavemetli, bakır açısından zengin bir alaşım. Dekoratif anodizasyon için önerilmez çünkü bulanık ve tutarsız bir yüzey sonucu verir. |
Anodizasyon İşlem Parametrelerini Uygulama
Bu en hassas aşamadır, küçük bir sapma büyük etki yapabilir. Güvenilir üzerinde uzmanlık alanı olarak sadece “batırıp gönderme” değil; biz yönetiyoruz eloksal işlemi bilimsel kesinlikle.
- Anodizasyon Tankı Kontrolü: Oksit tabakasının kalınlığı, akım yoğunluğu ve parçanın sülfürik asit banyosunda geçirdiği süre ile belirlenir. Sabit akım sağlamak için bilgisayar kontrollü doğrultucular kullanıyoruz ve her parçanın aynı işlemi almasını sağlamak için hassas zamanlayıcılar kullanıyoruz. Banyonun sıcaklığı da ±1°C içinde düzenlenir, çünkü sıcaklık dalgalanmaları oksit büyüme hızını ve gözenekliliği etkiler.
- Boyama İşlemi Kontrolü:
- Konsantrasyon ve pH: Boyama banyosu tutarlı bir konsantrasyon ve pH seviyesine sahip olmalıdır. Düzenli titrasyonlar ve ayarlamalar yaparak banyoyu sıkı spesifikasyonlar içinde tutuyoruz.
- Daldırma Süresi: Bir parçanın boyaya maruz kalma süresi uzadıkça, rengi daha doygun hale gelir. Bu zamanlamaya göre saniye hassasiyetinde ayarlanır.
- Hareketlendirme: Çözeltinin lokalize konsantrasyon farklarını önlemek için nazikçe hareketlendirilmesi gerekir, böylece boyanın tüm yüzeylere eşit şekilde emilmesini sağlar. alüminyum parça.
- Mühürleme: Son adım, gözenekleri genellikle sıcak deiyonize su veya nikel asetat çözeltisinde mühürlemektir. Yanlış mühürleme, zamanla rengin “kanmasına” veya solmasına neden olabilir. Bu işlem de zaman ve sıcaklık açısından kontrol edilir.
Farklı partiler arasında tutarlılığı sağlamak için, her sonraki üretim partisinde onaylanmış ilk makineden bir “altın örnek” kullanıyoruz. Bu örnek, fiziksel kontrol standardımızdır ve sürece mikro ayarlamalar yapmamıza olanak tanır, böylece mükemmel şekilde eşleşir.
Başarıyı Ölçmek: Kabul Edilebilir Bir Renk Farkı Nedir?
İmalatta, “aynı” olmak bir hedeftir, ancak “tolerans içinde” olmak gerçektir. Peki, renk farkını nesnel olarak nasıl ölçüyoruz? Renkleri sayısal olarak ölçmek için CIELAB renk uzayına dayanan bir cihaz olan spektrofotometre kullanıyoruz. Bu bize Delta E (dE) değeri sağlar, bu da iki örnek arasındaki toplam renk farkını temsil eder.
- dE < 1.0: İnsan gözü tarafından algılanamaz.
- dE 1.0 – 2.0: Çok küçük fark, sadece eğitilmiş bir göz tarafından algılanabilir.
- dE 2.0 – 3.5: Küçük ama fark edilebilir bir fark.
- dE > 3.5: Çok net ve genellikle kabul edilemez bir fark.
Aynı parti parçalar için, hedefimiz dE < 1.5. Yeni bir parti ile önceki parti veya altın örnek karşılaştırıldığında, dE 2.0 ile 3.0 arasında çoğu yüksek kaliteli uygulama için ticari olarak kabul edilebilir bir uyum olarak görülür. Bu seviyenin üzerindekiler, bir süreç kontrol sorunu olduğunu gösterir. Müşterilerimizle önceden kabul edilen bir dE değeri üzerinde anlaşarak, öznel görüşü nesnel verilere dönüştürüyoruz.

SSS Bölümü
Soru 1: Alüminyum parçalarımın her partisinde anodizasyon renk tutarlılığını nasıl gerçekten garanti ediyorsunuz?
Cevap 1: Bunu toplam süreç kontrolü sistemiyle garanti ediyoruz. Aynı alaşımı aynı parti kaynağından temin etmekle başlar. Ardından, CNC işleme ve CNC frezeleme süreçlerimiz standartlaştırılmıştır ve her seferinde aynı yüzey bitişini üretir. Son olarak, anodizasyon hattımız bilgisayar kontrollüdür ve her kritik parametre—sıcaklık, zaman, akım yoğunluğu ve boyama konsantrasyonu—kaydedilir ve tam olarak tekrarlanır. Spektrofotometre kullanarak, her partinin onaylanmış standarda uygun olduğunu kanıtlayan nesnel renk verisi (Delta E) sağlar.
S2: Aynı parti içindeki anodiklenmiş parçalar için normal veya kabul edilebilir renk farkı nedir?
A2: İyi kontrol edilen tek bir parti içinde, renk farkı neredeyse fark edilmez olmalıdır. Hedefimiz Delta E (dE) < 1.5 renk toleransıdır. Bu, çıplak gözle, o partideki tüm parçaların aynı görünmesi gerektiği anlamına gelir. Bu değerden büyük herhangi bir varyasyon, racking (parçaların nasıl tutulduğu) veya anodizasyon tankındaki tutarsız akım akışında bir sorun olduğunu gösterir.
S3: Neden farklı üretim partilerinin tam olarak aynı renge sahip olması bu kadar zordur? Varyasyona ne neden olur?
A3: Haftalar veya aylar arasında ayrılan partiler arasında sıfır Delta E elde etmek neredeyse imkansızdır çünkü mikroskobik değişkenler vardır. Partiler arasındaki varyasyonun başlıca nedenleri şunlardır:
- Malzeme Mikro-varyasyonu: Aynı tedarikçiden alınan alüminyum bile üretim partileri arasında küçük bileşimsel farklar olabilir.
- Çevresel Faktörler: Ortam sıcaklığı ve nem, kimyasal banyoların sıcaklıklarını ve buharlaşma oranlarını hafifçe etkileyebilir.
- Kimyasal Yaşlanma: Anodizasyon ve boyama banyoları zamanla yaşlanır. Sürekli izler ve yenileriz, ancak kimyasal yapıları hafifçe kayabilir.
Bu nedenle, her çalışma için “altın örnek” kullanan ve nesnel veri ölçümü yapan güvenilir bir CNC işleme fabrikasına güvenmek, bu kaymayı en aza indirmek ve renkleri üzerinde anlaşmaya varılan, ticari olarak kabul edilebilir tolerans içinde tutmak için kritiktir (genellikle dE < 3.0).


