

Bir an için, optik bir cihazın tamamen feci şekilde arızalandığını hayal edin—önemli bir görüşün işe yaramaz hale geldiğini, bir görevin tehlikeye girdiğini, itibarın geri dönülmez bir şekilde zedelendiğini. Bu ürkütücü olasılık, dostlarım, genellikle savaş alanında değil, tam burada, fabrikada, özellikle de optik dürbün yuvasının CNC ile işlenmesiyle başlar. Sorun ne?
Tehlikeli bir anlayış eksikliği veya daha kötüsü, ilgili gerçekten vazgeçilmez, karmaşık süreç adımlarına karşı kasıtlı bir umursamazlık. Bu sadece metal kesmekle ilgili değil; bu, şunun ta kendisini yaratmakla ilgili: optik performans. Ve riski önceden tahmin etmek ve ortadan kaldırmak için tasarlanmış titizlikle yürütülmüş bir sıra olmadan, tüm çabanız başarısızlığın eşiğinde duruyor.

Yüksek hassasiyetli optik bileşen üretiminin tehlikeli arazisinde gezinen herkes için, optik dürbün yuvaları için CNC sürecinin ayrıntılı detaylarını göz ardı etmek gerçekten feci bir ihmaldir.
Shenzhen'deki tesisimiz bu karmaşık zorluklarda uzmanlaşmıştır ve doğasında var olan riskleri proaktif olarak ortadan kaldıran, hem benzersiz kaliteyi hem de kritik uygulamalarınızın gerektirdiği tam hizalamayı garanti eden titiz bir yedi adımlı metodoloji uygulamaktadır. Köşe dönmelerin yıkıcı sonuçlarına tanık olmuş, derin bir deneyimden konuşuyoruz.
Adım 1: Dürbün Yuvaları için Tasarım İncelemesi ve Malzeme Seçimi
En başından itibaren, tasarım incelemesi sadece bir formalite değildir; bu kesinlikle temel bir gerçektir, yaklaşan felakete karşı ilk siperdir. Bu aşamayı göz ardı etmek veya aceleye getirmek, zincirleme bir dizi başarısızlığı garanti eder. Her dijital yüzeyi, her sonsuz küçük eğriyi incelemeliyiz, çünkü optik dürbün yuvalarının geometrik karmaşıklıkları, açıkçası, dikkatsizliği affetmez.
Optik Hassasiyet için Kapsamlı CAD Model Analizi
İnsan sadece bir CAD dosyası yükleyip mucizeler bekleyemez; derin, neredeyse cerrahi bir analiz zorunludur. Bu sadece boyutları kontrol etmekle ilgili değil—gerçi bunlar gerçekten çok önemli. Malzemenin stres altında nasıl davranacağını, termal genleşmenin hizalamayı nasıl bozacağını ve yapısal zayıflıkların, ne kadar ince olursa olsun, gerçekten nerede yattığını tahmin etmekle ilgili. Bunu ihmal etmek felakete davetiye çıkarmaktır.
Optimum Dürbün Dayanıklılığı için Stratejik Malzeme Seçimi
Malzeme seçimi mi? Bu önemsiz bir konu değil, sadece bir emtia seçimi değil. Optik cihazın nihai kaderini belirlemede ilk ve belki de en kritik kararı temsil ediyor. Kötü seçim yapın ve tüm proje, titiz performans zorunluluklarıyla birlikte kaçınılmaz olarak çökecektir. Bu önemli aşamayı hafife almak inanılmaz derecede aptalca bir hatadır.
Hafif Optik Yuvalar için Alüminyum Alaşımları
Alüminyum alaşımlar, inkar edilemez bir şekilde, güç ve ağırlığın çekici bir dengesini sunar—birçok optik uygulama için baştan çıkarıcı bir önerme. Ama işte püf noktası: tüm alüminyumlar eşit yaratılmamıştır ve her alaşım çok eksenli işlemenin veya sonraki çevresel streslerin zorluklarına aynı şekilde yanıt vermeyecektir. Burada görünüşte küçük bir yanlış hesaplama, çarpık parçalara, tehlikeye atılmış yapısal bütünlüğe ve sonuç olarak, performansı basitçe başarısız olan bir ürüne yol açar.
Termal Kararlılık ve Çevresel Direnç Faktörleri
Malzemenin termal kararlılığı, optik uygulamalar için kesinlikle yeri doldurulamaz bir gerçektir. Titizlikle işlenmiş yuvanız sıcaklık dalgalanmalarıyla genişlediğinde veya büzüldüğünde ne olur? Yanlış hizalama. Feci yanlış hizalama. Sonra çevresel direncin amansız saldırısı var—korozyon, oksidasyon, aşınma. Dayanıksız bir malzeme seçimi erken bozulmaya davetiye çıkarır; bu, operasyonel başarısızlığa bir davettir, daha azı değil.

CNC için Gelişmiş Fikstürleme ve Özel Takım Kurulumu
Ama gerçekten, temelin—fikstürlemenin—kararsız olduğu bir işleme sürecinden nasıl benzersiz bir hassasiyet beklenebilir? Birçok proje açıklanamaz bir şekilde burada tökezler. Hassas optik bileşenlerin güvenli, tekrarlanabilir konumlandırılması bir öneri değildir; bu, başarı için mutlak bir ön koşuldur. Burada herhangi bir sapma, tüm sonraki süreç boyunca hataları yayacak ve diğer tüm çabaları geçersiz kılacaktır.
Güvenli Optik İşleme için Tescilli Fikstürler Tasarlama
Tescilli fikstürler sadece bir lüks değildir; bunlar stratejik bir zorunluluktur. Genel sıkıştırma mekanizmaları, optik dürbün yuvaları için gereken sertliği, tekrarlanabilirliği veya iz bırakmayan teması sağlayamaz.
Sıklıkla yetersiz fikstürlemenin titreşime, deformasyona ve kabul edilemez derecede yüksek bir hurda oranına yol açtığını gözlemliyoruz; belki de endüstrinin bazen bu temel gerçeği kavramakta başarısız olduğunu kabul edilebilir.
Yüksek Kaliteli Kapsam Sonuçları İçin Uzman Kesici Takım Seçimi
Sonra, kendileri! Herhangi bir kesici takımın yeterli olacağına inananlar gerçekten felaketle sonuçlanır. Optik dürbün muhafazaları, genellikle kırılgan geometrileri ve kusursuz yüzey bitişleri talepleriyle, genel amaçlı takımlar inanılmaz derecede büyük bir hata olur. Kesici seçimi, geometrisi ve kaplaması, hem malzeme hem de istenen yüzey kalitesiyle titizlikle uyum içinde olmalıdır.
İnce Detaylar İçin Mikro-Tane Karbür Takımlar
Optik özelliklerin mikroskobik taleplerini düşünün. Üstün sertlikleri ve aşınma direnci ile mikro-tane karbür takımlar, mutlak bir zorunluluktur.
Bu sık toleransları ve ayna gibi yüzeyleri, daha azıyla başarmaya çalışmak felaket bir kumardır. Takım sapması, erken aşınma ve yüzey kusurları riski artar, pahalı parçaları anında yok eder.
Karmaşık Optik Geometriler İçin Optimize Edilmiş Takım Yolları
Ayrıca, takım yolu sadece bir rota değil; titizlikle koreografisi yapılmış bir dansdır. Karmaşık optik geometrilerde, optimize edilmiş takım yolları vazgeçilmezdir.
Yanlış sıralama, ani yön değişiklikleri veya aşırı adım atlamalar stres yaratır, titreşimi teşvik eder ve korkunç bir yüzey kalitesi bırakır. Bu, reddedilmenin başlıca nedenidir; uygun planlama yapılmış olsaydı tamamen önlenebilir bir trajedidir.

Adım 3: Optik Kapsül Muhafazaları İçin Hassas CNC Programlama
Dürüst olmak gerekirse: titizlikle tasarlanmış bir parça, umut veya tahmine dayalı değil, kusursuzca hazırlanmış koddan ortaya çıkar. Kusurlu CNC programlama, dijital ortamda gizlenmiş sessiz bir katildir ve pahalı, kullanılamaz fiziksel bileşen olarak ortaya çıkar. Buradaki riskler büyüktür; malzeme israfından makine hasarına ve üretim takvimlerinin tamamen bozulmasına kadar her şeyi kapsar.
Çok Eksenli Kapsül İşleme İçin CAM Yazılım Programlama
Modern optik muhafazalar, çok eksenli işleme gerektirir; bu, CAM yazılım programlaması için zorlu bir meydan okumadır. Birden fazla eksende eşzamanlı hareketleri yönetmek, çarpışma önleme ve en uygun takım temasını sağlamak büyük bir karmaşıklıktır. Bu aşamadaki herhangi bir hata, küçük bile olsa, felaketle sonuçlanan derin oyuklar, eksik özellikler veya tamamen parça imhasına yol açar.
Sorunsuz Optik Muhafaza Üretimi İçin Simülasyon ve Doğrulama
Simülasyon ve doğrulama opsiyonel adımlar değil; kesinlikle zorunludur, maliyetli ve önlenebilir hataları önlemek için sarsılmaz bir taahhüttür. Bu aşamayı atlamak inanılmaz derecede dikkatsiz bir kumardır. Programlama hatalarını sanal ortamda yakalamak, sadece malzemeyi değil, aynı zamanda makine zamanını da korur ve onarılamaz hurda üretimini engeller.
Çarpışma Tespiti ve Malzeme Kaldırma Analizi
Çarpışma tespiti veya daha doğrusu, *yokluğu* tehlikesi küçümsenemez. Bir takımın bir tezgaha çarpması veya daha kötüsü, makinenin kendisiyle çarpması hayal edin! Ardından, malzeme kaldırma analizi gelir—program gerçekten malzeme kaldırıyor mu? Yetersiz analiz, verimsiz kesim, aşırı takım aşınması ve özellikleri karşılamayan parçalar üretme olasılığını artırır.
CNC Kapsül Üretimi İçin Döngü Sürelerini Optimize Etme
Döngü sürelerini optimize etmek, görünüşte verimlilik meselesi olsa da, aynı zamanda doğasında riskler taşır. Çok agresif ilerlemek yüzey kalitesini tehlikeye atabilir, takım ömrünü kısaltabilir ve kusur olasılığını artırabilir. Bu hassas dengeyi bulmak, hem gereksiz gecikmeleri hem de kaliteyi tehlikeye atmadan, mühendislik sanatıdır; bu, yanlış adımda finansal kayıplara yol açan bir ip üzerinde yürümektir.

Adım 4: CNC İşleme Sürecinde Verimli Kaba İşleme Operasyonları
Kaba işleme operasyonu, adından da anlaşılacağı gibi, ham malzeme üzerinde titizlikle planlanmış ilk saldırıdır. Etkisini küçümseyin ve sonraki bitirme aşamaları, indüklenen stresler ve düzensiz malzeme dağılımı ile aşılmaz bir mücadele haline gelir. İşte burada termal deformasyon gerçekten kötü niyetli dansını başlatır.
İlk Kapsam Konut Kalıpları için Stratejik Malzeme Kaldırma
İlk kalıplar için stratejik malzeme kaldırma çok önemlidir. Çok hızlı ve fazla malzeme kaldırmak, iç gerilmelerin parçaya kilitlenmesine neden olur ve bitirme kesimleri uygulandığında warpage (şekil bozukluğu) ortaya çıkar. Çok az kaldırmak ise döngü sürelerini uzatır, değerli kaynakları boşa harcar. Kaba işleme stratejisinin kötü planlanması sonucu ortaya çıkan sonuçlar neredeyse her zaman geri dönüşü olmayan, boyutsal olarak kararsız bir bileşenle sonuçlanır.
CNC Kaba İşleme Sırasında Isı Yönetimi ve Gerilme Rahatlatma
Isı yönetimi ve gerilme rahatlatma, kaba işleme sırasında kesinlikle kritiktir. İşleme sırasında ısı üretilir ve aşırı, kontrolsüz ısı, malzemenin mikro yapısını kalıcı olarak değiştirebilir ve kalıntı gerilmeler oluşturabilir. Bu hayati unsuru göz ardı etmek, bileşenin uzun vadeli performansını ve stabilitesini etkileyebilecek zamanla patlayacak bir saatli bomba yerleştirmektir.
Konut Kaba İşlemede Hız ve Besleme Oranlarının Dengelenmesi
Bu aşamada hız ve besleme oranlarını dengelemek, ince detaylara sahip, yüksek riskli bir oyundur. Yetersiz hızla çok hızlı besleme, ağır takım yüklerine ve potansiyel takım kırılmasına yol açar—gerçek anlamda felaket bir senaryodur. Öte yandan, çok yavaş olursa, malzeme eriyerek daha fazla ısı ve gerilme oluşur. Bu, ince bir ip üzerinde yürümek gibidir; başarı, derin, ampirik olarak elde edilen uzmanlığa bağlıdır.
Malzeme Bütünlüğünü Koruyan Soğutma Stratejileri
Ve soğutma stratejileri! Bunlar vazgeçilmezdir, ancak sıklıkla göz ardı edilir. Etkili soğutucu uygulama sadece yağlama ile ilgili değildir; kesme bölgesinden ısıyı hızla dağıtmak, talaş tahliyesini sağlamak ve malzemenin doğasında var olan bütünlüğünü korumakla ilgilidir. Burada başarısızlık, termal bozulma, yüzey sertleşmesi ve takım aşınması için açık bir davetiyedir.
Adım 5: Optik Kapsül Konutlarının Yüksek Hassasiyetli Bitirilmesi
Şimdi, gerçek hassasiyet testi: bitirme işlemleri. Bu aşama affetmez, mutlak ustalık gerektirir. Buradaki herhangi bir hata—herhangi bir hata—doğrudan optik cihazın fonksiyonel performansını tehlikeye atar ve önceki tüm çabaları boşa çıkarır. Bu sadece estetikle ilgili değil; ışığın temel fiziğiyle ilgilidir.
Optik Hizalama ve Uyum İçin Kritik Toleransların Sağlanması
Optik hizalama ve uyum için kritik toleransların sağlanması, açıkçası, başarı veya başarısızlık anıdır. Burada mikronlar konuşuluyor, bazen hatta sub-mikron seviyeleri, en küçük sapma bile toplam optik arızaya yol açar. Mutlak kesinlik eksikliği, görüntü bozukluğu, zayıf ışık iletimi ve kullanılamaz ürünle sonuçlanır; bunu hafife almak inanılmaz derecede aptalca bir hatadır.
Kapsül Performansı İçin Üstün Yüzey Bitirme Gereksinimleri
Kapsül performansı için yüzey bitirme gereksinimleri son derece katıdır ve bunun iyi bir nedeni vardır. Pürüzlü yüzey sadece kötü görünmekle kalmaz; parlama yapar, ışığı dağıtır ve etkili kaplama yapışmasını engeller. Bu, iç elemanları ne kadar mükemmel hizalanmış olursa olsun, bir optik sistemi felç edebilir.
Parlama Azaltımı İçin Mikro-Bitirme Teknikleri
Mikro-bitirme teknikleri, parlama azaltımı için kesinlikle gereklidir. Kontrol edilen aşındırma, parlatma ve özel cilalama işlemlerini içerir; bu işlemler yüzey pürüzlülüğünü nanometre seviyesine indirir. Bu titiz dikkat olmadan, iç yansımalar görüntü kalitesini bozacak ve hassas bir cihazı sıradan bir kağıt ağırlığı haline getirecektir.
Geometrik Boyutlandırma ve Toleransların (GD&T) Korunması
Geometrik Boyutlandırma ve Toleransların (GD&T) korunması, öneri değil; kesinlikle katı bir kuraldır. Her GD&T çağrısı, ne kadar gizli olursa olsun, kritik bir fonksiyonel ilişkiyi tanımlar. Bu spesifikasyonlara uyulmaması, düzgün monte edilmeyen, amaçlanan gibi çalışmayan ve büyük miktarda hurda üreten parçalarla sonuçlanır. Bu, derin operasyonel hayal kırıklıklarının temel nedenidir.
Adım 6: İşlemeden Sonra İşleme Sonrası İşlemler ile Kapsül Dayanıklılığını Artırma
Kesme durduktan sonra yolculuk bitmez; aslında, post-işleme işlemleri en ufak dikkatsizlikle ele alınırsa yeni tehlikeler ortaya çıkar. Burada, parçanın dayanıklılığı, uzun vadeli bütünlüğü gerçekten kök salar—veya, daha doğrusu, felaketle sonuçlanır.
CNC İşlemeli Muhafazaların Titizlikle Kenar Temizliği ve Temizlenmesi
Titizlikle kenar temizliği ve temizleme, isteğe bağlı işler değildir; bileşen güvenilirliği için kesinlikle vazgeçilmezdir. Herhangi bir kalıntı pürüz, ne kadar küçük olursa olsun, yerinden oynayabilir, optik elemanları kirletebilir veya hassas mekanizmalarla etkileşime girebilir. Peki ya partikül madde? Bir tek parça lensi mahvedebilir, bu aşamayı kritik ve neredeyse kutsal hale getirir.
Optik Tüfeği Koruma İçin Uzmanlaşmış Yüzey İşlemleri
Özel yüzey işlemleri, sadece işlenmiş bir parçayı dayanıklı, yüksek performanslı optik muhafazaya dönüştüren şeydir. Bunlar olmadan, bileşen savunmasız kalır, dış etkenlere maruz kalır ve doğal olarak hızlı bozulmaya açıktır. İşte burada dayanıklılık ya şekillenir ya da trajik şekilde boşa gider.
Korozyona Karşı Anodizasyon ve Estetik Yüzey İşlemi
Anodizasyon, alüminyum dürbün muhafazaları için vazgeçilmez bir koruyucu önlemdir. Bu sadece renk ile ilgili değil; sert, korozyona dayanıklı bir oksit tabakası oluşturarak parçanın ömrünü önemli ölçüde uzatmakla ilgilidir. Bu adımı atlamak, ham alüminyumun açıkta kalmasına neden olur, hızlı oksidasyona davetiye çıkarır ve hem fonksiyon hem de görünüm açısından gerçekten felaket bir bozulmaya yol açar.
Performans Artırıcı Kimyasal Dönüşüm Kaplamaları
Kimyasal dönüşüm kaplamaları, örneğin kromat dönüşüm, özellikle elektrik iletkenliği veya belirli yapışma özellikleri gerektiğinde alternatif veya tamamlayıcı bir koruma katmanı sunar. Bu seçenekleri göz ardı etmek, önemli ikincil fonksiyonları tehlikeye atmak anlamına gelir ve performansı riske atar—tamamen önlenebilir bir hata.
Adım 7: Sıkı Kalite Kontrolü ve Parçaların Son Montajı
Dürüstçe söylemek gerekirse, kalite denetimi ne kadar titiz değilse, önceki tüm çabalar gerçekten zaman ve kaynakların felaketle sonuçlanan harcamaları olur. Bu son kapı, bütünlüğün ya onaylandığı ya da temel kusurların—umarım—müşteriyle buluşmadan, itibarımızı geri dönülemez şekilde zedelemeden, görev açısından kritik uygulamaları baltalamadan önce ortaya çıkarıldığı yerdir.
Kapsam Özelliklerinin Kapsamlı CMM ve Optik Muayenesi
Kapsamlı CMM (Koordinat Ölçüm Makinesi) Ölçüm Makine ve optik muayene kesinlikle zorunludur—şartlar, istisnalar veya tartışma yoktur. Hizalamada vazgeçilmez olan CMM, titizlikle görevini yerine getirir. Bu gelişmiş ölçüm araçları olmadan, optik özelliklerin kritik boyutlarını ve geometrik doğruluğunu doğrulamak, umutla tahminde bulunmak olur ki, bu alanda kesinlikle kabul edilemez.
İşlevsel Test ve Son Montaj ile En İyi Performans
Fonksiyonel test yalnızca bir formda onay işareti değildir; bu, nihai doğrulamadır. Muhafaza gerçekten sorunsuz bir şekilde entegre oluyor mu? Simüle edilmiş operasyon yükleri altında bütünlüğünü koruyor mu? Buradaki başarısızlık, tüm önceki sürecin doğrudan bir eleştirisidir. Ardından, son montaj, hassasiyetin ince bir dansı olarak, her bileşenin mükemmel uyum sağlamasını ve gereksiz gerilime neden olmamasını sağlamalıdır.
Kritik Boyutların ve Geometrik Doğruluğun Doğrulanması
Kritik boyutların ve geometrik doğruluğun doğrulanması burada en önemli önceliktir. Sık sık, daha az katı bir muayeneden geçebilecek küçük sapmaların bile optik performans üzerinde yıkıcı dalga etkileri olduğunu görüyoruz. Bu aşama, bu nedenle, fonksiyonelliği tehlikeye atabilecek herhangi bir potansiyel kusur veya hafif bir kusuru titizlikle aradığımız aşamadır.
Yüksek Kaliteli Parçalar İçin Paketleme ve Teslimat Protokolleri
Ve son kilometre—ambalajlama ve teslimat! Mükemmel bir şekilde işlenmiş, titizlikle incelenmiş bir parça taşımada hâlâ zarar görebilir. Sağlam, koruyucu ambalajlama protokolleri vazgeçilmezdir; bunlar fiziksel hasar, nem ve kontaminasyona karşı son engeldir. Burada gösterilen mükemmeliyetten düşük herhangi bir özen inanılmaz derecede aptalca bir hata olur ve tüm önceki çabaları geçersiz kılar. Gerçekten de ne büyük bir felaket israfı.

Vaka Çalışması: Mikro Özellik İşleme Risklerinin Üstesinden Gelmek
Bir zamanlar gerçekten zorlu bir meydan okumayla karşı karşıya kaldık: Bir müşteri, ışık yolu bütünlüğü için çok önemli olan, +/- 0,005 mm toleransla sadece 0,5 mm genişliğinde bir hizalama oluğu olan dahili bir mikro özelliğe sahip bir optik kapsam muhafazası istedi. Önceki tedarikçileri, kabul edilemez çapaklanma ve tutarsız oluk genişliklerine sahip parçalar üreterek sürekli olarak mücadele etmiş ve gerçekten feci bir 70% reddetme oranına yol açmıştı. Tüm proje tehlikedeydi ve açıkçası, felaket bir başarısızlık yaklaşıyordu.
Mühendislik ekibimiz, titiz bir tasarım incelemesinden sonra, birincil riski hemen belirledi: yetersiz takım rijitliği ve o inanılmaz küçük ölçekte optimize edilmemiş bir takım yolu. Mikro titreşimleri ortadan kaldıran özel, vakum destekli bir fikstür tasarladık, ardından özellikle bu benzersiz geometri için özel, tek kristalli elmas bir mikro freze geliştirdik - evet, elmas. CAM programcılarımız, herhangi bir takım sapmasını veya malzeme yırtılmasını önlemek için hızları ve ilerlemeleri optimize ederek süreci titizlikle simüle ettiler.
Sonuç mu? İlk partimiz 0% kabulü elde etti, her bir parça sıkı toleransı karşıladı. Çapaklanma tamamen ortadan kaldırıldı, oluk tutarlılığı kusursuzdu ve projesi çöküşün eşiğinde olan müşteri, sonunda istediği optik performansı elde etti. Bu, sadece yeteneğimizi değil, risk azaltma ve mühendislik mükemmelliğine olan mutlak bağlılığımızı da gösterdi; kendi içinde ilham verici bir mucizeydi.

CNC Hassasiyetini Küçümsemenin Tehlikeleri
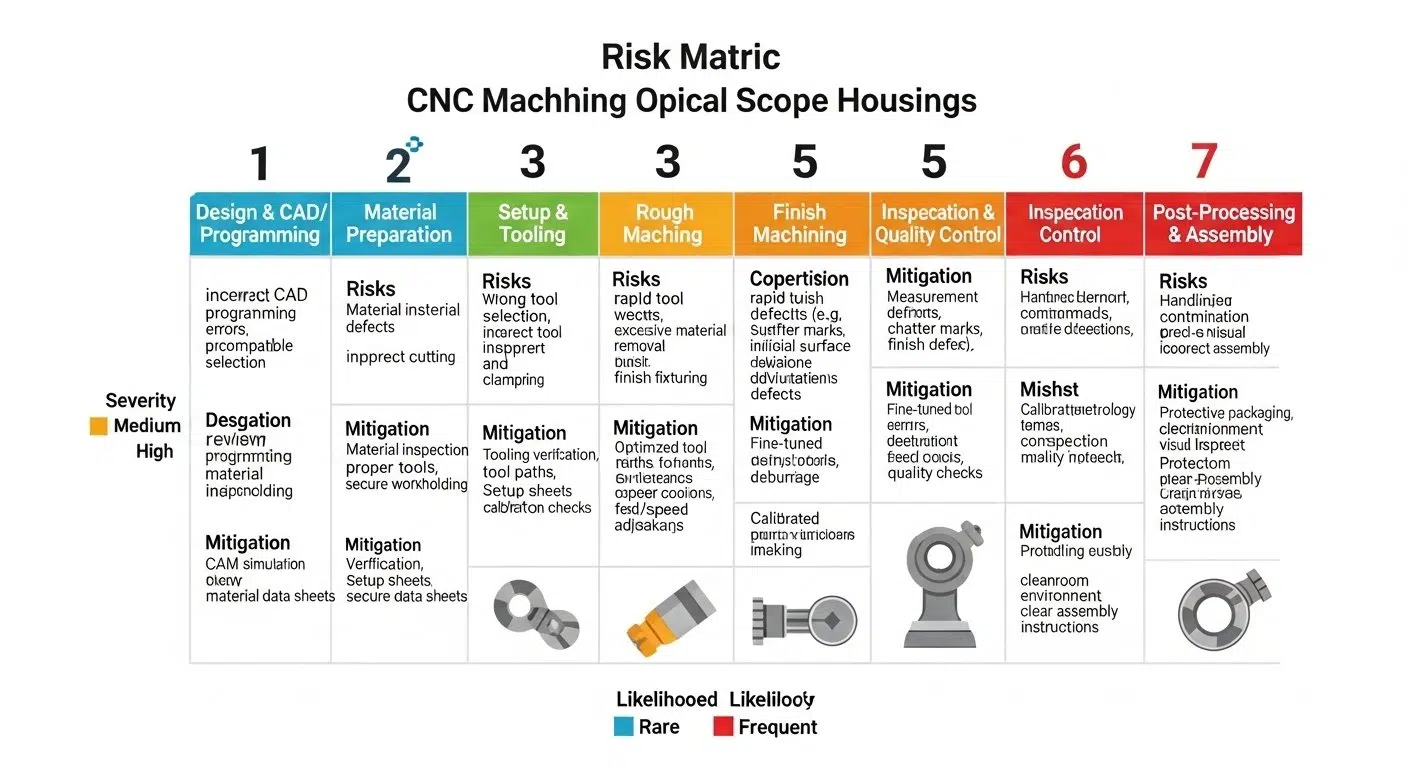
Bakın, gerçek şu ki: şunların yedi temel adımı CNC işleme optik kapsam muhafazaları için sadece prosedürel bir kontrol listesi değildir. Her aşama, tek başına, potansiyel başarısızlıkların bir mayın tarlası, gerçek bir mühendislik zorlukları geçididir.
Bu adımlardan herhangi birine mutlak, sarsılmaz bir özveriyle yaklaşmamak, felaketi davet etmek, optik cihazınızın işlevselliğini tehlikeye atmaktır. Biz, ly-machining olarak, bu aşamalardan birini bile ihmal etmenin inanılmaz derecede aptalca bir hata, tehlike dolu olduğuna inanıyoruz.
Titiz analiz, gelişmiş takım, titiz programlama ve sarsılmaz kalite kontrolüne olan bağlılığımız sadece bir tercih değil; hassas optik üretimdeki doğal risklere karşı bir kalkandır. İlgili yüksek riskleri, optik performansın muhafazanın bütünlüğüne bağlı olduğu mutlak, yeri doldurulamaz gerçeği anlıyoruz. Başarısızlık potansiyelini asla gözden kaçırmamalıyız.
Makale Özeti: Optik Muhafaza Risklerini Azaltma
Bu yedi temel adımda ayrıntılı olarak anlatıldığı gibi, CNC işleme optik kapsam muhafazalarının yolculuğu potansiyel tuzaklarla doludur. İlk tasarım gözetimsizliklerinden ve yetersiz malzeme seçimlerinden, fikstürleme, programlama ve son işlemdeki kritik hatalara kadar, her aşama optik hassasiyeti ve dayanıklılığı tehlikeye atabilecek önemli riskler sunar.
Titiz son işleme işlemleri ve sıkı kalite denetimleri, feci başarısızlıkları önlemek için kesinlikle vazgeçilmezdir ve benzersiz teknik uzmanlık ve süreç bütünlüğüne sarsılmaz bir bağlılık gerekliliğinin altını çizer.
Optik Muhafaza İşleme Hakkında Sıkça Sorulan Sorular
Özel fikstürler neden kritik öneme sahiptir?
Özel fikstürler kesinlikle kritiktir, çünkü genel sıkıştırma yöntemleri optik kapsam muhafazalarının ultra yüksek hassasiyeti için gereken sağlamlığı ve tekrarlanabilirliği sağlayamaz. Yetersiz fikstürleme, titreşime, parça deformasyonuna ve sonuç olarak kabul edilemez derecede yüksek bir hurda oranına yol açar. Yaygın işleme hatalarına karşı temel bir korumadır.
Eloksal hangi riskleri azaltır?
Eloksal, öncelikle alüminyum optik kapsam muhafazaları için ciddi korozyon ve aşınma risklerini azaltır. Bu çok önemli olmadan yüzey işlemi, ham alüminyum savunmasız kalır, bu da hızlı oksidasyona ve bileşenin yapısal bütünlüğünün ve estetik görünümünün gerçekten feci bir şekilde bozulmasına yol açar.
CMM kaliteyi nasıl sağlar?
CMM, optik kapsam muhafazasının kritik boyutlarını ve geometrik doğruluğunu, genellikle mikron düzeyinde hassasiyetle titizlikle doğrulayarak görevini özenle yerine getirir. Bu kapsamlı inceleme, tüm GD&T spesifikasyonlarının karşılanmasını sağlar ve feci optik yanlış hizalamaya veya montaj arızalarına yol açabilecek herhangi bir küçük sapmayı proaktif olarak tanımlar.


